
Цифра ы в марке сплава мл5 означает
Casting magnesium alloys. Grades
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по стандартам от 24 сентября 1979 г. N 3644 дата введения установлена 01.01.81
Ограничение срока действия снято Постановлением Госстандарта СССР от 16.07.85 N 2222
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1985 г., октябре 1987 г. (ИУС 10-85, 1-88)
1. Настоящий стандарт распространяется на магниевые литейные сплавы, предназначенные для изготовления фасонных отливок.
Стандарт полностью соответствует СТ СЭВ 5734-86.
(Измененная редакция, Изм. N 2).
2. В зависимости от химического состава устанавливаются следующие марки сплавов: МЛ3, МЛ4, МЛ4пч, МЛ5, МЛ5пч, МЛ5он, МЛ6, МЛ8, МЛ9, МЛ10, МЛ11, МЛ12, МЛ15 и МЛ19.
Примечание. Буквы "пч" и "он" означают: пч - повышенной чистоты, он - общего назначения.
3. Магниевые сплавы должны изготовляться в соответствии с требованиями настоящего стандарта с химическим составом, указанным в табл.1.
примеси, не более
про- чие при- меси
сумма опреде- ляемых при- месей
1. РЗМ - элементы, входящие в состав цериевого миш металла, содержащего не менее 45% церия.
2. При одновременном содержании бериллия и циркония в сплавах марок МЛ4, МЛ4пч, МЛ5, МЛ5пч массовая доля бериллия не должна превышать 0,0015%.
3. В сплаве МЛ5пч массовая доля титана допускается не более 0,005%.
4. Механические свойства сплавов, определяемые на отдельно отлитых образцах, должны соответствовать требованиям, указанным в табл.2.
Вид термической обработки
Временное сопротивление , МПа (кгс/мм)
Предел текучести ,
МПа (кгс/мм)

Относительное удлинение при , %
1. Обозначения способов литья:
З - литье в песчаные формы;
К - литье в кокиль;
О - литье в оболочковые формы;
В - литье по выплавляемым формам;
Г - литье в гипсовые формы;
Д - литье под давлением.
2. Обозначения видов термической обработки:
Т1 - старение; Т2 - отжиг; Т4 - гомогенизация и закалка на воздухе;
Т6 - гомогенизация, закалка на воздухе и старение; Т61 - гомогенизация, закалка в воду и старение.
3. Для сплава МЛ10 с массовой долей цинка не более 0,5% термическая обработка по режиму Т61.
4. Предел текучести определяется по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. N 2).
При разногласиях в оценке результатов по определению химического состава определения проводят по ГОСТ 3240.0-76 - ГОСТ 3240.21-76.
Массовую долю иттрия в сплаве марки МЛ19 определяют в соответствии с нормативно-технической документацией.
Классификация по качеству
Чем меньше осталось вредных включений, тем выше качественные характеристики, но иногда это не оправдано экономически. Система стандартизации предусматривает три класса.
Качественная
К категории относят углеродистые продукты. В них больше всего фосфора, серы и газов, они недостаточно однородны. Качества удовлетворительны для производства конструкций и деталей.
Нелегированные качественные стали обозначают буквой К. Например, 20К
Высококачественная
Низкое содержание вредных примесей и неметаллических включений обозначается в маркировке буквой А в конце. Из марок У8 и У8А вторая будет обладать лучшими характеристиками, изделия получатся точнее и качественнее.
Букву А в начале пишут в марках конструкционных сталей высокой обрабатываемости (А12–автоматная, А30, А40), но в таком случае она не отображает соответствие стандарту чистоты.
Особо качественные
Сплавы с минимально-возможным количеством примесей обозначаются по способу получения в конце маркировки:
- ВД – вакуумно-дуговая переплавка;
- Ш – электрошлаковый переплав;
- ВИ – вакуумно-индукционный;
- ПД – плазменно-дуговой.
Особое качество достигается легированием, так как основу, полученную из чугунного расплава, невозможно привести к таким показателям. Содержание серы снижено до 0,1%, фосфора – до 0,025%. Примеры: 30ХГСН2МА – ВД. Здесь пропущены цифры, так как концентрации присадок составляют от 0,8 до 1,2%, поэтому их доля округляется до 1.
Классификация по назначению
Часто для группы со сходными химическими формулами и эксплуатационными ресурсами применяют термины, указывающие на условия применения. Как правило, такая продукция подвергается испытаниям на соответствие по нескольким одинаковым параметрам: на устойчивость к ударным нагрузкам, кислотам, экстремальным температурным режимам. Специальные обозначения в маркировке есть у нелегированных групп: строительные (С), подшипниковые (Ш), конструкционные (Сп), инструментальные (У). Отдельно выделяют режущие легированные сплавы (Р).

Классификация сталей по назначению
Конструкционные
Категория объединяет марки способные выдерживать разнонаправленные механические нагрузки: изгибающие, ударные, растягивающие. Отличительной особенностью является стойкость к усталости, они не трескаются и не истираются при сочетании различных негативных факторов. По составу могут быть углеродистыми и легированными. Применяются для изготовления конструкций и деталей повышенной прочности.
Если сталь является литейной конструкционной, то в конце маркировки ставят букву Л. Например: 40ХЛ, 35ХМЛ.
Инструментальные
Стальные изделия без легирования очень прочны, но в некоторых областях их качеств недостаточно, поэтому применяют присадки. Например, марганец участвует в формировании особо-прочной молекулярной структуры (аустенит) и увеличивает стойкость к механическим деформациям. Алмазная сталь ХВ5 долго сохраняет заточку, может резать очень твердые материалы, при этом требует ухода и легко ломается. Ее прародителями были булатные и дамасские клинки, плохо переносящие сырость и хрупкие ближе к острию.
Инструментальные нелегированные стали обозначаются буквой У. Затем ставится цифра, которая обозначает среднее содержание углерода в стали: У11; У12; У13;. Высококачественные стали дополнительно обозначают буквой А на конце — У11А; У12А; У13А.
Особого назначения
Способность выдерживать определенные физические или химические воздействия определяет область применения. К особенным свойствам относится: немагнитность, кислотостойкость, жаростойкость, жаропрочность. Появляются узкоспециальные названия: авиационные (нагрузка свыше 1300Мпа), судостроительные (стойкость в щелочной среде), криогенные (отсутствует хрупкость при –196 С о и ниже).
Сплав МЛ5
Сплав МЛ5 применяется: для изготовления отливок в песчаные и оболочковые формы, в кокиль и под давлением нагруженных деталей средней и сложной конфигурации, предназначенных для работы в атмосферных условиях с умеренным климатом с предельной рабочей температурой эксплуатации до +150 °C (длительно), до +250 °C (кратковременно); деталей авиастроения (деталей управления, детали крыльев, ферм шасси, корпусов агрегатов и приборов); товаров народного потребления (корпусов фотоаппаратов, кинокамер, биноклей).
Примечание
Самый распространенный магниевый сплав системы Mg-Al-Zn.
Сплав МЛ5 имеет хорошие литейные, высокие механические и технологические свойства.
Алюминий и цинк повышают механические свойства сплава (причем влияние алюминия сказывается сильнее, чем цинка), а марганец улучшает коррозионную стойкость. Для снижения окисляемости в сплав вводят бериллий (до 0,002% при литье в песчаные формы и кокиль и до 0,01% при литье под давлением).
Таблица маркировки сталей

В таблице приведено содержание элементов в распространенных марках стали.
Сплав МЛ5-1
Сплав МЛ5−1 применяется: для изготовления литьем в песчаные формы, в кокиль, под давлением нагруженных деталей средней и сложной конфигурации, предназначенных для работы в атмосферных условиях, в районах с теплым влажным климатом по в течение до 5 лет; деталей авиастроения (деталей управления, детали крыльев, ферм шасси, корпусов агрегатов и приборов) с предельной рабочей температурой эксплуатации до +150 °C (длительно), до +250 °C (кратковременно).
Примечание
Сплав системы Mg-Al-Zn.
Сплав МЛ5−1 имеет лучшие литейные, механические и технологические свойства, чем сплав МЛ5.
Алюминий и цинк повышают механические свойства сплава (причем влияние алюминия сказывается сильнее, чем цинка), а марганец улучшает коррозионную стойкость. Для снижения окисляемости сплав содержит бериллий.
Классификация по структуре
Легирующие элементы формируют собственные соединения и создают молекулярную решетку. Строение металлов по своей природе зернистое, подвергается изменениям при термообработке и давлении. Геометрия химических связей определяет отношение к классу: ферриты, аустениты, перлиты и мартенситы. В обозначениях эта информация не отображается, но принадлежность всегда учитывается для применения в той или иной области.

Аустенит
Атомы углерода находятся внутри ячеек кристаллической решетки металла. Легирующие элементы способны замещать атомы железа и вставать на их место. Аустениты отличаются прочностью и однородностью, не магнитны, относятся к коррозийно-стойким и жаропрочным материалам, применяются для транспортировки агрессивных веществ, работы в особо сложных условиях.
Феррит
Ферритная решетка похожа на куб правильной формы. Поликристаллическое строение делает ферриты мягкими, при переохлаждении зерна становятся крупными, увеличивается хрупкость. Представители класса являются сильными магнетиками, поэтому используются в радиотехнике и электронике для поглощения электромагнитных волн, выпуска антенн и сердечников.
Мартенсит
При закаливании и охлаждении формируется игольчатое строение, при этом атомы железа смещаются на вершины ячеек, а углеродные концентрируются в центре. Это создает внутренние напряжения. Интересно, что мартенситовое превращение происходит в определенных температурных промежутках, при котором достигается предельная твердость. Явление сопровождается возникновением «памяти метала». Сталь, находящаяся в таком состоянии способна вернуть форму после механической деформации.
Мартенсит получают различными методами термообработки и легирования, присадки помогают стабилизации решетки. Степень зависит от назначения, иногда необходимо полное прокаливание, а если этого не требуется, то воздействуют лишь на поверхностные слои. Применение осложняется дополнительными требованиями к обработке, особенно сварке. Уникальные свойства пока не изучены до конца.
Перлит
На этой стадии облегчается механическая обработка. Перлит – явление распада при охлаждении после нагрева. Зерна измельчаются или расслаиваются на пластинки. Состояние создают искусственно для пластической деформации.
Цементит
Особо устойчивое состояние. Решетка FeC3 имеет ромбическую форму, физически цементит очень тверд и хрупок. Формируется при кристаллизации расплава чугуна. В сталях образуется при охлаждении аустенита и нагревании мартенсита (разупрочняющий отжиг).
В металлургии термообработка производится для получения лучших эксплуатационных характеристик конкретного состава и состоит из многочисленных процедур нагревов и охлаждений в разной температуре: сфероидизация, гомогенизация, изотермический отжиг, разупрочнение, стабилизация.
Магний МЛ5он
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Классификация по химическому составу
В естественной среде железо реагирует с окислителями, галогенами, фосфором и серой. Для очищения сырья и преобразования оксидных соединений в роли восстановителя сначала применяли каменный уголь. Так при горении в недостатке кислорода, выплавляли чугун, из которого уже частично удалены оксиды и примеси, а доля углерода составляет не менее 2,14%. Для выплавления стали из полученной массы необходимо уменьшить его концентрацию до 2%.
Углеродистые
По составу отличаются от чугуна только концентрациями. При обработке снижается количество углерода и вредных включений. Соотношение кремния и марганца – может корректироваться для придания дополнительной прочности и стойкости к коррозии. По количеству углеродных соединений различают следующие группы:
- Высокоуглеродистая (0,6-2%);
- Среднеуглеродистая (0,25-0,55%);
- Низкоуглеродистая (до 0,25%).
Углеродная составляющая участвует в формировании карбидов и укрепляет структуру на молекулярном уровне. Чем выше содержание, тем больше стойкость к механическим нагрузкам, особенно ударным. Понижение придает пластичность и возможность выпускать изделия повышенной точности. Из этих сплавов получают инструменты (топоры, валы), детали, испытывающие большое напряжение (оси, арматура) и малонагруженные (зубчатые колеса, пружины). Расшифровка характеристик стали производится по буквам:
- Ст – сталь;
- Цифра – номер, согласно регламенту, ГОСТ 380-2005;
- Г – марганец выше 0,8%;
- КП, ПС или СП – метод раскисления.
Группу объединяет название «конструкционные», их обозначают маркировками: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Отдельно выделяют группу с названием «инструментальные», они содержат 0,7% углерода и дополнительно очищаются от вредных составляющих. Расшифровка букв в обозначении согласно ГОСТ 1435-99:
- У – углеродистая;
- Цифры: углеродная концентрация в десятых долях процента;
- Г – марганец выше 0,33%;
- А – повышенное качество, серы не более 0,03%, фосфора – до 0,035%.
Инструментальные нелегированные стали обозначают следующими маркировками: У7; У8; У8Г; У9; У10; У11; У12; У13; У7А; У8А; У8ГА; У9А; У10А; У11А; У12А; У13А.
Легированные
Для придания специальных свойств в расплав добавляют различные присадки. Процесс называют легированием. По соотношению легирующих элементов марки разделяют на низколегированные (до 2,5%), среднелегированные (до 10%) и высоколегированные (до 50%).
В таблице приведены металлы, включения примесей и их обозначения в маркировке:
| Марганец – Mn | Г |
| Хром – Cr | Х |
| Никель – Ni | Н |
| Титан – Ti | Т |
| Молибден – Mo | М |
| Бериллий – Be | Л |
| Медь – Cu | Д |
| Азот – N | А |
| Ванадий – V | Ф |
| Ниобий – Nb | Б |
| Алюминий –Al | Ю (от ювенал) |
| Селен – Se | E |
| Кобальт – Co | К |
| Бор – B | P |
| Фосфор – P | П |
| Кремний –Si | С (от силициум) |
| Цирконий –Zr | Ц |
Например, 08Х18Н10 расшифровывается как 0,08% углерода (С), 18 % хрома (Cr), 10% никеля (Ni). Обозначаются не все составляющие, а только говорящие об основных свойствах. Легирование применяется во всех случаях, когда неприемлемо использование углеродистых сплавов. Технический процесс сложнее и дороже, но присадки помогают продлить срок службы в сложных условиях или создать материал со специальными возможностями.
Также в начале маркировки могут присутствовать такие обозначения:
Р — быстрорежущая;
Ш — шарикоподшипниковая;
А — автоматная;
Э — электротехническая.
У этих марок есть ряд особенностей:
- в шарикоподшипниковых сталях содержание хрома указывается в десятых долях процента (например, сталь ШХ4 содержит 0,4% хрома);
- в марках быстрорежущей стали после буквы Р сразу ставится число, указывающее содержание вольфрама в процентах. Также все быстрорежущие стали содержат 4% хрома (Х).
Магний МЛ5
Получение сплава магния МЛ5: помимо способов плавки в тиглях, комбинированным методом, также плавка литейных магниевых сплавов (в частности МЛ5) может осуществлятся двухступенчатым методом (комбинированным). Отличительная особенность этого метода плавки заключается в том, что полный технологический цикл приготовления сплава складывается из сочетания операций, осуществляемых в две стадии в двух плавильных печах.
В первой плавильной печи готовят промежуточный сплав, который затем переливают во вторую плавильную печь для приготовления рабочего сплава.
Первая стадия плавки осуществляется в более крупных стационарных печах различного типа: в тигельных, в отражательных и в индукционных.
Вторая стадия осуществляется в выемных тиглях, установленных в нагревательных стендах.
Преимуществом плавки комбинированным методом является высокая производительность, особенно при отливке крупных деталей (массой 200—600 кг и выше). При этом также обеспечивается повышенная коррозионная стойкость сплава.
Плавка комбинированным методом с использованием отражательной печи ванного типа. Такой вариант комбинированного метода плавки применяется в тех случаях, когда требуется выплавить значительное количество жидкого металла с однородным химическим составом для отливки крупных деталей.
Первая стадия технологического цикла приготовления сплава осуществляется в отражательной печи емкостью 3ти выше. Печь нагревается до температуры 800—850° С. Затем в печь загружают 5—6 кг молотого флюса (№ 2 или ВИ2) для промывки пода. После этого загружают подогретую металлическую шихту (шихтовые материалы необходимо загружать в один прием). Сверху шихтовые материалы присыпают флюсом № 2 в количестве 3—4% от массы шихты. Во время загрузки шихты и флюса печь должна работать при уменьшенной подаче топлива.
После загрузки шихты (кроме цинка) и флюса начинают плавление. При этом печь должна работать на полную мощность.
В случае загрузки шихты в два приема после расплавления первой порции догружают оставшуюся часть металлической шихты и соответствующее количество флюса.
При плавлении шихты все время необходимо следить за ходом плавки. Места загорания шихты следует посыпать порошкообразным флюсом вручную или при помощи флюсового распылителя, действующего сжатым воздухом.
После расплавления шихты и перемешивания расплава при температуре 680—700° С производится загрузка подогретого цинка и расплав вновь перемешивается.
При температуре 710—720° С с поверхности расплава снимают шлак и загрязненный флюс и наносят свежий флюс ВИ2. После расплавления флюса сплав рафинируют в течение 4—6 мин. Расход флюса при рафинировании составляет 0,5—1,0% от массы сплава.
После окончания рафинирования с поверхности расплава счищается шлак и загрязненный флюс, наносится свежий флюс и производится отстаивание в течение 15—20 мин.
Во время отстаивания осуществляется отбор проб на экспресс-анализ для контроля химического состава.
В случае положительных результатов анализа по истечении времени выстаивания сплава выключают печь и сплав разливают в выемные тигли, установленные в нагревательные стенды. Разливку прекращают, когда в печи остается примерно 50 кг сплава.
По окончании разливки сплава под печи очищают от шлака и загрязненного флюса и начинают в таком же порядке следующую плавку.
В выемных тиглях осуществляется вторая стадия технологического цикла приготовления сплава.
Выемные тигли для проведения второй стадии технологического цикла приготовления сплава перед наполнением их расплавом очищают от остатков предыдущей плавки, нагревают до температуры темно-красного каления и присыпают флюсом.
Жидкий металл, разлитый из отражательной печи в выемные тигли, подвергается дальнейшей обработке в жидком состоянии соответствующими методами модифицирования и рафинирования с целью доведения его до рабочего сплава, пригодного для заливки литейных форм.
| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| s в | - предел кратковременной прочности, МПа | R и ρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см 2 | T | - температура, при которой получены свойства, Град | |
| s T | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20 o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn и r | - плотность кг/м 3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20 o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σ t Т | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Классификация по способу раскисления
При плавлении руды необходимо удалить кислород, иначе готовый прокат быстро заржавеет. Так как кислород находится в несвободном состоянии, требуется разрушить оксидные и гидратные соединения. В реакции раскисления участвуют активные вещества: ферромарганец, силикомарганец, расплав алюминия и другие. Некоторые реагенты действуют только в вакуумной среде.
Для обозначения способа раскисления используют такие обозначения:
Уже более 100 лет разрабатываются методы прямого получения металла, минуя переплавку в чугун и использование кокса, загрязняющего расплав продуктами горения. В результате применения газообразных и твердых восстановителей, обработки в электропечах, реакторах, реторах, получается раствор, насыщенная газами в разной степени. Разделение не относится к легированным продуктам, так как добавление присадок требует регламентированной чистоты.
Кипящая
Для получения используют минимальное количество реагентов, поэтому остается много кислорода и углекислого газа. Слитки имеют неоднородное строение, в одной части оседают вредные примеси, поэтому до 5% готового слитка удаляется. Материал с низкими характеристиками, хрупкий. Воздух концентрируется в сердцевине, но наружная корка может иметь достаточную прочность. Возможно изготовление крепежных деталей котлов и конструкций, контактирующих с взрывоопасными средами. Главный недостаток: быстрая коррозия.
Спокойная
Благодаря сложным технологическим процессам присутствие газов и неметаллических включений минимально, а структура однородна. Из слитков изготовляют металлоконструкции, детали или используют для создания дорогостоящих сплавов.
Полуспокойная
Промежуточное состояние. Упрощенные технические циклы удешевляют производство, а свойства достаточны для выпуска несущих элементов сварных и клепаных конструкций. Из Ст5пс изготовляют болты, гайки, упоры, которые можно использовать в плюсовых температурах и низкой влажности воздуха.
Магний
Характеристики: малая плотность магниевых сплавов в сочетании с довольно высокой удельной плотностью и целым рядом физико-химических свойств делает их ценными для различных областей народного хозяйства — в машиностроении, в том числе в сельскохозяйственном, автомобильном, приборостроении, самолетостроении, космической технике, радиотехнике, полиграфической, текстильной промышленности и т. д. Магниевые сплавы хорошо поглощают вибрации, что важно для авиации, транспорта и машиностроения. Удельная вибрационная прочность магниевых сплавов с учетом демпфирующей способности почти в 100 раз больше, чем у дуралюмина, и в 20 раз больше, чем у легированной стали. Магниевые сплавы обладают хорошей обрабатываемостью резанием. При механической обработке этих сплавов допускается скорость резания в 7 раз выше, чем для сталей, и в 2 раза выше, чем для алюминиевых сплавов. Магниевые сплавы немагнитны и не дают искры при ударах и трении. Большую выгоду дает применение магниевых сплавов в деталях, работающих на продольный или поперечный изгиб. По удельной жесткости при изгибе и кручении магниевые сплавы превышают алюминиевые на 20 % и стали на 50 %.
Магниевые сплавы в горячем состоянии хорошо прессуются, куются и прокатываются. Они широко применяются в виде поковок, штамповок, листов, профилей, прутков, труб и т. д.
Наша промышленность располагает магниевыми сплавами, пригодными для работы в интервале температур от -253 до 350-400 °С. Методы защиты магниевых сплавов оксидными пленками и лакокрасочными покрытиями обеспечивают нормальную работу изделий из них в различных эксплуатационных условиях.
Магний имеет значение не только как ценный технический материал, но и как заменитель дефицитных и дорогостоящих металлов.
В зависимости от химического состава магний выпускается трех марок: Мг96 (99,96 % Mg), Мг95 (99,95 % Mg) и Мг90 (99,95 % Mg). Магний поставляется в чушках массой 8,0 ± 1 кг.
В России освоено производство магния повышенной (99,99 % Mg) и высокой чистоты (99,9999 % Mg), а также гранулированного магния.
Сплавы магния. Промышленные магниевые сплавы принято делить на литейные для получения деталей методом фасонного литья (МЛ) и деформируемые для получения полуфабрикатов и изделий путем пластической деформации (МА). По применению их классифицируют на конструкционные и со специальными свойствами.
Термомеханическая обработка (ТМО) является одним из методов повышения прочности стареющих деформируемых магниевых сплавов. В практике используют три вида ТМО: низкотемпературную (НТМО), высокотемпературную (ВТМО) и комбинированную (КТМО).
При НТМО деформация осуществляется в температурной области ниже порога рекристаллизации. Она заключается в закалке с температуры твердого раствора, холодной (или теплой) деформации (10—15 %) с последующим старением. ВТМО — нагрев до температуры образования перенасыщенного твердого раствора, горячая пластическая деформация и старение.
КТМО — нагрев при температуре 490—530 °С (для сплава МАП) в течение 2 ч, подстуживание на воздухе до 300—350 °С, деформирование при этой температуре (50—90 %), деформация вхолодную (5—10 %), последующее искусственное старение при 175°С в течение 2,5 ч. Полученное упрочнение сохраняется до 300 °С.
Сверхлегкие сплавы (магниеволитиевые сплавы). Особенностями сверхлегких сплавов являются низкая плотность (1,350—1,600 т/м 3 ), повышенная пластичность и обрабатываемость давлением при температурах, значительно более низких, чем обычных магниевых сплавов, высокая удельная жесткость и высокий предел текучести при сжатии, отсутствие чувствительности к надрезу, незначительная анизотропия механических свойств, высокая теплоемкость, хорошие механические свойства при криогенных температурах.
Магниеволитиевые сплавы могут быть также использованы для создания легких композиционных сплавов. Например, магниеволитиевый сплав, армированный проволокой из стали У8А, имеет временное сопротивление 600 МПа, модуль упругости 64 ГПа при плотности 2,4 т/м 3 .
Сплавы магния широко применяются в промышленности: сплав МА18 применяют для малонагруженных деталей, работающих при температуре —253 + 60 °С, когда требуются высокая жесткость и малая масса. Сплав МА21 применяют для средненагруженных деталей, работающих при температуре до 100—125 °С и криогенных температурах, когда требуются высокая жесткость и повышенная прочность при сжатии. Сплав МА17 находит применение в радиотехнической промышленности для изготовления звукопроводов ультразвуковых линий задержки.
Изготовление приборов из этого сплава позволяет повысить надежность их работы, а также снизить трудоемкость изготовления и уменьшить себестоимость.
Сплав МА2-2 используется в полиграфической промышленности для изготовления клише. Внедрение его повышает прочность клише, увеличивает их тиражеустойчивость, сокращает время травления и повышает производительность машин. Для улучшения качества поверхности клише следует применять фильтрацию расплава через стальную сетку с ячейками 1,2Х X 1,2 мм.
Сплавы МЛ 16, МЛ16пч, МЛ16вч, МЛ4вч используются в качестве протекторов с высокой коррозионной стойкостью, которая обеспечивается путем глубокой очистки магния от вредных примесей железа, никеля, меди и кремния. Применение их в магистральных газо- и нефтепроводах, а также для защиты подводной части корпусов судов значительно удлиняет срок службы защищаемых объектов.
Сплав МЦИ предназначен для литья деталей, работающих в условиях воздействия вибрационных нагрузок. Демпфирующая способность сплава МЦИ в несколько десятков раз выше, чем магниевых сплавов, используемых в качестве конструкционных сплавов. Использование сплава МЦИ в конструкциях, подвергающихся вибрациям, позволит уменьшить массу, увеличить надежность и срок службы изделий, а также существенно снизить шум. Сплав хорошо сваривается аргонодуговой сваркой, отлично обрабатывается резанием и обладает довольно хорошей коррозионной стойкостью.
Получение магниевых сплавов: плавка магниевых сплавов осуществляется двумя основными методами: одноступенчатым и двухступенчатым (комбинированным).
При одноступенчатом методе плавки разливка металла в формы или изложницы (кристаллизаторы) производится непосредственно из печей, в которых производилась плавка металла. Заливка металла в формы может производиться или с помощью разливочных ковшей в случае плавки металла в стационарных плавильных печах (тигельных и отражательных) или непосредственно из плавильного тигля в случае плавки металла в выемных стальных тиглях.
При двухступенчатом методе плавка и разливка металла производятся по следующей схеме:
1. При фасонном литье расплавление металла ведется в отражательных печах большой емкости или в стационарных литых тиглях или в индукционных печах;
- слив расплавленного металла производится в раздаточные стационарные стальные литые тигли или в выемные сварные стальные тигли путем поворота печи или с помощью разливочных приспособлений;
- после этого металл заливается в формы из стационарных литых тиглей ковшами или из выемных сварных тиглей непосредственно.
2. При литье слитков металл плавится в отражательной печи; затем переливается из печи в миксер, где производится доводка расплава (рафинированием, модифицированием, выстаиванием) и подогрев до требуемой температуры, после этого металл транспортируется из миксера в кристаллизатор по желобу или подается в кристаллизатор по металлопроводу с помощью насосов.
| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| s в | - предел кратковременной прочности, МПа | R и ρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см 2 | T | - температура, при которой получены свойства, Град | |
| s T | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20 o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn и r | - плотность кг/м 3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20 o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σ t Т | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Цифра ы в марке сплава мл5 означает
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Casting magnesium alloys.
Grades
ГОСТ
2856-79
Взамен
ГОСТ 2856-68
Издание с Изменениями № 1, 2, утвержденными в июле 1985 г., октябре 1987 г. (ИУС 10-85, 1-88).
Постановлением Государственного комитета СССР по стандартам от 24 сентября 1979 г. № 3644 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 16.07.85 № 2222
1 . Настоящий стандарт распространяется на магниевые литейные сплавы, предназначенные для изготовления фасонных отливок.
Стандарт полностью соответствует СТ СЭВ 5734-86.
(Измененная редакция, Изм. № 2).
2 . В зависимости от химического состава устанавливаются следующие марки сплавов: МЛ3, МЛ4, МЛ4пч, МЛ5, МЛ5пч, МЛ5он, МЛ6, МЛ8, МЛ9, МЛ10, МЛ11, МЛ12, МЛ15 и МЛ19.
Примечание . Буквы «пч» и «он» означают: пч - повышенной чистоты, он - общего назначения.
3 . Магниевые сплавы должны изготовляться в соответствии с требованиями настоящего стандарта с химическим составом, указанным в табл. 1 .
Продолжение табл. 1
примеси, не более
сумма определяемых примесей
1. РЗМ - элементы, входящие в состав цериевого миш металла, содержащего не менее 45 % церия.
2. При одновременном содержании бериллия и циркония в сплавах марок МЛ4, МЛ4пч, МЛ5, МЛ5пч массовая доля бериллия не должна превышать 0,0015 %.
3. В сплаве МЛ5пч массовая доля титана допускается не более 0,005 %.
4. Механические свойства сплавов, определяемые на отдельно отлитых образцах, должны соответствовать требованиям, указанным в табл. 2.
Вид термической обработки
Относительное удлинение при l= 5d, %
1. Обозначения способов литья:
З - литье в песчаные формы;
К - литье в кокиль;
О - литье в оболочковые формы;
В - литье по выплавляемым формам;
Г - литье в гипсовые формы;
Д - литье под давлением.
2. Обозначения видов термической обработки:
Т1 - старение; Т2 - отжиг; Т4 - гомогенизация и закалка на воздухе;
Т6 - гомогенизация, закалка на воздухе и старение; Т61 - гомогенизация, закалка в воду и старение.
3. Для сплава МЛ 10 с массовой долей цинка не более 0,5 % термическая обработка по режиму Т61.
4. Предел текучести определяется по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 2).
При разногласиях в оценке результатов по определению химического состава определения проводят по ГОСТ 3240.0-76 - ГОСТ 3240.21-76.
Массовую долю иттрия в сплаве марки МЛ 19 определяют в соответствии с нормативно-технической документацией.
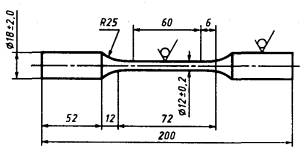
6 . Механические свойства сплавов определяют по ГОСТ 1497-84 .
Форма и размеры отдельно отлитых образцов при литье в песчаные формы, кокиль и оболочковые формы, по выплавляемым моделям и в гипсовые формы должны соответствовать указанным на черт. 1, а при литье под давлением - черт. 2.

Допускается уменьшать длину головки образца в зависимости от конструкции захватов испытательной машины.
Образцы для всех видов литья, кроме литья под давлением, отливают в песчаные формы. Допускается отливка образцов в кокиль.
При литье под давлением допускается вырезка образцов из прилитых пластин толщиной 1,8 +0,2 мм, при этом параметр шероховатости обрабатываемой поверхности по ГОСТ 2789-73 должен быть не менее 20 мкм.
Отдельно отлитые образцы испытывают с литейной коркой. Заусенцы на плоскости разъема формы и места отрезки от литниковой системы должны быть удалены зачисткой.
Термическая обработка образцов для испытаний механических свойств сплавов должна соответствовать термической обработке, установленной для отливок из этих сплавов.
Расшифровка и классификация марок сталей
Железо химически-активно и встречается в природе только в виде соединений, руды состоят из гидратов, закисей солей и оксидов. Богатая руда содержит не более 57% чистого металла, а изделия быстро корродируют. С развитием металлургии было изобретено множество сплавов на железной основе, которые превосходят его по прочности и имеют надежную молекулярную структуру. Стали классифицируют по способу раскисления, назначению и содержанию элементов. Обозначения марок сформированы разными системами стандартизации.
Для точной расшифровки марки стали воспользуйтесь нашим марочником стали

Классификация по способу производства
Многое зависит от применяемого оборудования. Доменные печи давно заменены на более экологичные и эффективные варианты. За прошедшее столетие появилось несколько новых технологий:
- Конверторная или бессемеровская. В процессе выплавки в конвертер поступает сжатый, обогащенный кислородом воздух, углеродная составляющая выжигается. Дополнительное топливо не требуется, так во время реакции высвобождается дополнительная энергия и масса нагревается самостоятельно. До изобретения технологии невозможно было получить температуру плавления 1600 С о , поэтому производили только чугун при 1400 С о . В усовершенствованном виде способ применяется и сегодня.
- Мартеновская. Ученый предложил использовать полученное тепло повторно: выходящий воздух нагревает входящий. Для этого печь была оснащена регенератором, не только восстанавливающим тепло, но улавливающим копоть и конденсат. В установках действуют термические режимы, не превышающие 2000 С о . Изобретение позволило переплавлять лом, регенераторы используются в современных установках, особенно стеклодувных и плазменных.
- Электросталь – оборудование нового поколения, использующее индукцию и дуговую выплавку. В современных установках получают наиболее чистые от загрязнений продукты, затраты электричества снижаются, так как поддерживается точная температура. В плазменно-дуговых печах создают жаропрочные и тугоплавкие материалы. Появилась возможность получать стали прямым методом, без плавления чугунной основы.
Предельное повышение температуры до 20000 С о позволило получить железо, усиленное молибденом и титаном. Вместе с технологией плавления одновременно разрабатываются методы металлообработки: резки, гибки, проката.
Читайте также: