
Марка металлокерамического твердого сплава
Определение и классификация.
Порошковым твердым сплавом называется сплав, состоящий из тончайших частиц (зерен) карбидов, например WC , связанных твердым раствором WC в кобальте. В СССР ГОСТ 3882-61 предусматривает две группы металлокерамических (порошковых) твердых сплавов — вольфрамовые, состоящие из карбида вольфрама и кобальта, и титановольфрамовые, состоящие из карбида титана, карбида вольфрама и кобальта.
Металлокерамические или порошковые твердые сплавы применяются при изготовлении пластинок для оснастки инструмента при обработке металлов резанием, волок при волочении проволоки, бурового инструмента и других целей, в том числе для износоустойчивых детален (клапанов насосов, работающих в коррозионной среде, наконечников пескоструйных аппаратов, разных направляющих) и измерительного инструмент.
Микроструктура.
Качество и режущие свойства порошковых твердых сплавов зависят от их микроструктуры.
Светлые зерна WC являются очень твердыми, в режущем инструменте они служат элементарными режущими частичками, а твердый раствор WC в кобальте— относительно менее твердый, но более вязкий служит связкой (цементом), соединяющей между собой зерна WC.
Чем мельче частички (зерна) и чем равномернее они распределены в микроструктуре, тем лучше режущие свойства и тем выше прочность металлокерамического (порошкового) вольфрамового твердого сплава данной марки. Крупные же зерна WC ухудшают свойства этих сплавов.

Рис.1 Микроструктура твердого сплава ВК15.
Карбид вольфрама WC почти не рястворяет титана, зато карбид титана TiC растворяет очень много вольфрама, например, до 70% при комнатной температуре и до 90% при высокой температуре. Ч ем мельче и равномернее распределены светлые зерна фазы WC, тем лучше режущие свойства и прочность твердого сплава Т15К6.
Избыток углерода в порошковых твердых сплавах вызывает появление в их микроструктуре графита, а при недостатке углерода образуется n1-фаза ( W 4 Co 4 C ).
Присутствие графита, n1-фазы и других посторонних включений в микроструктуре порошковых твердых сплавов ухудшает их качество.
Механические и физические свойства. Предел прочности на изгиб и твердость порошкового твердого сплава зависят от содержания в нем кобальта. Чем больше в твердом сплаве кобальта и чем крупнее зерна карбидов, тем выше предел прочности на изгиб, но тем ниже твердость. Однако повышение содержания кобальта сверх 15% нарушает сплошной каркас из зерен карбида и резко снижает предел прочности на изгиб.
В случае уменьшения содержания кобальта и применения мелкозернистых карбидов, которые лучше растворяются в кобальте, вязкость и предел прочности на изгиб снижаются, но твердость и износостойкость увеличиваются.
Удельный вес характеризует степень пористости сплава. Высокая теплопроводность способствует отводу тепла от режущей кромки и увеличивает стойкость инструмента.
Красностойкость твердых сплавов, т. е. способность сохранять структуру и режущие свойства при высоких температурах, значительно выше красностойкости быстрорежущей стали. При этом чем меньше кобальта в сплаве и чем он мелкозернистее, тем выше крастостойкость. Титановольфрамовые сплавы обладают большей красностойкостью, чем однокарбидные вольфрамовые, что особенно важно при обработке стали. Кроме того, наличие карбида титана снижает коэффициент трения и увеличивает износостойкость дву-карбидных сплавов.
Слипаемость или сцепление твердого сплава с обрабатываемым материалом резко ухудшает обрабатываемость, особенно стальных деталей. Титановольфрамовые твердые сплавы группы ТК отличаются меньшей слипаемостью, которая начинается у них при более высоких температурах, чем у вольфрамовых ВК. Кроме того, чем меньше в твердом сплаве кобальта, тем меньше слипаемость .
Таблица 1 - Состав и характеристики основных физико-механических свойств сплавов, на основе WC - Co (группа ВК)
Характеристики физико-механических свойств
Предел прочности при изгибе s изг , Мпа, не менее
Плотность r × 10 -3 , кг/м 3
В условном обозначении сплава цифра показывает процентное содержание кобальтовой связки. Например обозначение ВК6 показывает, что в нем 6% кобальта и 94% карбидов вольфрама.
При увеличении в сплавах содержания кобальта в диапазоне от 3 до 10% предел прочности, ударная вязкость и пластическая деформация возрастают, в то время как твердость и модуль упругости уменьшаются. С ростом содержания кобальта повышаются теплопроводность сплавов и их коэффициент термического расширения.
Область применения.
При обработке чугуна и цветных сплавов преимущественно применяют однокарбидные вольфрамовые твердые сплавы группы ВК. Сплавы ВК2 и ВКЗМ применяют для снятия легкой стружки на больших скоростях резания и для обработки самых твердых материалов — стекла, фарфора, пластмасс и т. д. Сплав ВКЗМ отличается также высокой износостойкостью за счет мелкозернистости.
Сплав ВК6М применяют для скоростного, полуобдирочного и чистового точения. Сплавы ВК6 и ВК8 применяют для обдирочного точения и для изготовления инструмента, подвергаемого в работе ударам и толчкам. Сплавы ВК6В и ВК15 применяют для бурового инструмента и т. д.
При обработке некоторых марок стали получается непрерывная сливная стружка, которая все время соприкасается с твердым сплавом и передает ему большее количество тепла. Здесь решающее значение приобретает красностойкость, наименьший коэффициент трения и особенно слипаемость. Поэтому для обработки стали преимущественно применяют титановольфрамовые твердые сплавы группы ТК.
Сплав ТЗ0 К4 применяют для снятия легкой стружки при самых больших скоростях резания, сплав Т15К6 — для полуобдирочной и чистовой работы и для скоростной обработки и сплав T 5 K 12 B – для тяжелого чернового точения, требующего прочного инструмента.
У титанотанталовольфрамового сплава наивысшая эксплуатационная прочность и сопротивление вибрациям и выкрашиванию, поэтому он применяется для самого тяжелого чернового точения углеродистых и легированных сталей.
В настоящее время почти половина всей обработки металлов однолезвийным инструментом производится с использованием порошковых твердых сплавов. Внедрение твердосплавного инструмента потребовало создания станков новых конструкций, позволяющих осуществлять высокие скорости резания — до 1000—2000 м/мин и выше.
Инструмент из твердых сплавов затачивают на специальных кругах (карборунд «экстра») или на кругах из искусственных (синтетических) алмазов, а доводят на пасте из карбида бора. При доводке твердых сплавов химическое воздействие пасты имеет большее значение, чем механическое.
Препятствие на пути полной замены быстрорежущей стали твердыми сплавами, в которых дефицитный вольфрам используется в 10 раз эффективнее, заключается в том, что по своей природе твердые сплавы пригодны не для всех случаев механической обработки, а также вследствии сложности изготовления из них фасонного инструмента.
Применение порошковых твердых сплавов ограничивается пластинками, которые припаивают медным припоем к стальной державке—так, например, изготовляют резцы.
Схема производства.
Технологический процесс производства металлокерамических (порошковых) твердых сплавов состоит из ряда следующих операций:
1. Сначала получают грубый порошок вольфрама путем восстановления вольфрамового ангидрида W 03 в потоке водорода при 700—900° С или сажей при 1500° С. Полученный грубый порошок вольфрама измельчают в течение примерно 9 ч на шаровой мельнице и просеивают.
2. Порошок вольфрама перемешивают с ламповой сажей .и карбонизируют в бумажных или угольных патронах в течение 1 ч в электропечи при 1400° С в атмосфере водорода или окиси углерода.
Полученный порошок карбида вольфрама размалывают и просеивают, как и порошок вольфрама.
Для титановольфрамового сплава карбонизации можно подвергнуть шихту из ТiO2+ С + W и получить сразу оба карбида.
3. Полученные порошки карбидов и кобальта перемешивают в течение 24 ч и дольше в шаровой мельнице; затем их замешивают с клеем и подсушивают. В качестве клея применяют или раствор синтетического каучука в бензине или раствор парафина в четыреххлористом углероде.
4. Хорошо замешанная и подсушенная смесь подвергается прессованию при давлении примерно 10—40 кГ/мм 2 (98—392 Мн/м 2 ), причем титановольфрамовые смеси требуют большего давления прессования, чем вольфрамовые.
5. Далее производят предварительное спекание смеси при 900 ° С в течение примерно 1 ч в атмосфере водорода для создания прочности, необходимой при механической обработке. Предварительное спекание применяется не всегда.
6. После предварительного спекания полученный сплав разрезают и механически обрабатывают на обычных металлорежущих , станках—фрезерных, строгальных, токарных и др.
7. Окончательное спекание, в процессе которого образуется твердый сплав, проводят в атмосфере водорода или в засыпке из порошка магнезита или окиси алюминия — для вольфрамовых сплавов в течение 2 ч примерно при 1400° С, а для титановольфрамовых в течение 1—3 ч при 1500 ° С. Качество спекания зависит от чистоты карбида титана: чем меньше в нем азота и кислорода, тем
лучше идет спекание.
В результате спекания твердый сплав дает линейную усадку до 25%, становится чрезвычайно твердым и не поддается механической обработке; твердые сплавы можно шлифовать зеленым карборундом «экстра» или подвергать электроискровой обработке.
Производство твердых сплавов требует особой чистоты, тщательного лабораторного контроле, соблюдения технологической дисциплины и всех тонкостей процесса. Качество и режущие свойства порошковых твердых сплавов зависят от технологии их производства не менее чем от их состава.
Кроме порошковых твердых сплавов, в машиностроении применяют и литые твердые сплавы, которые применяются или зернистыми или в виде электродов. После наплавки они имеют структуру заэвтектического, легированного, белого чугуна и очень высокую твердость благодаря присутствию большого количества
карбидов и карбидной эвтектики.
Литыми твердыми сплавами наплавляют штампы, токарные центры и сильно истирающиеся детали, что увеличивает в несколько
Преимущества и недостатки твердых сплавов
К преимуществам твердых сплавов относят:
очень высокие твердость и износостойкость;
высокие жаростойкость и жаропрочность.
Есть лишь 2 недостатка.
Карбиды металлов, которые идут на производство твердых сплавов, стоят дорого.
Материалы отличаются чувствительностью к ударным нагрузкам и имеют небольшую (по сравнению с быстрорежущими сталями) вязкость.
Применение твердых сплавов для изготовления режущего инструмента
Твердые металлокерамические сплавы широко используются для производства специальных инструментов, предназначенных для механической обработки деталей из металлов и композитов методом резания. Главная функция такого инструмента заключается в отделении слоя материала (припуска) от обрабатываемой детали или заготовки с образованием стружки или опилок. Высокой твердостью, прочностью и износостойкостью сплавов определяется эффективность и точность инструмента, его функциональность, производительность, стойкость (время непрерывной работы), а также надежность производственного процесса в целом.
Марки твердых сплавов: классификация материалов
Твердые сплавы классифицируют по двум основным критериям.
Способ получения
По способу получения твердые сплавы делят на два вида.
Литые. Их изготавливают по технологии литья. К сплавам этой группы относятся стеллиты, сормайты, а также твердые сплавы с большим содержанием никеля. Обычно при производстве применяют прессование и термическую постобработку (закалка, старение, отжиг и пр.). В результате получаются высококачественные материалы. Литые твердые сплавы предназначены для наплавки на инструменты для металлообработки.
Спеченные. Такие твердые сплавы еще называют металлокерамическими из-за того, что технологии изготовления очень похожи. Материалы производят по технологии порошковой металлургии. Ее дополняют лазерная/ультразвуковая обработка или травление в кислотах. На выходе материалы получаются максимально качественными.
Спеченные твердые сплавы закрепляют на инструментах механическим методом или по технологии пайки.
Химический состав
По химическому составу твердые сплавы делят на 4 группы.
Однокарбидные (вольфрамо-кобальтовые). Маркировка — ВК.
Двухкарбидные (титано-вольфрамо-кобальтовые). Маркировка — ТК.
Трехкарбидные (титано-тантало-вольфрамо-кобальтовые). Маркировка — ТТК.
Безвольфрамовые. Маркировка — ТН.
5.Металлокерамические твердые сплавы.
Металлокерамические твердые сплавы представляют собой тугоплавкие металлические соединения большой твердости, сохраняющие свои режущие свойства при высоких (до 900–1000 °С) температурах. Изделия из твердых сплавов методами порошковой металлургии получаются путем прессования в пресс-формах и последующего спекания смеси порошков основного режущего материала и связки.
Основой твердого сплава служат карбиды вольфрама, титана, тантала, а также могут быть использованы карбиды, нитриды, бориды и силициды металлов IV, V и VI групп периодической системы Д. И. Менделеева (ванадий, хром, цирконий, ниобий, молибден, гафний). Соединения этих металлов с неметаллами отличаются высокой температурой плавления (2700–3800 °С), твердостью, жаропрочностью, износостойкостью.
В качестве связки для цементирования зерен основы в металлокерамических твердых сплавах используются кобальт, никель и сплав никеля с молибденом. Наиболее широко применяемой и оправдавшей себя в длительной эксплуатации связкой является кобальт.
Марки, химический состав и основные свойства трех групп твердых сплавов (вольфрамовых, титановольфрамовых и титанотанталовольфрамовых) регламентированы ГОСТ 3882–74. Характеристики этих сплавов приведены в табл. I.6.
В марках металлокерамических сплавов приняты следующие обозначения: для вольфрамовой группы — В — вольфрам, К — кобальт; цифра в конце указывает процентное содержание кобальта в сплаве; для титановольфрамовой группы — Т — титан, К — кобальт; цифры после букв обозначают соответственно процентное содержание в сплаве карбида титана и кобальта, остальное — карбид вольфрама; для титанотанталовольфрамовой группы — Т первое — титан, Т второе — тантал, К — кобальт; цифры после букв обозначают соответственно процентное содержание в сплаве карбидов титана и тантала (совместно) и кобальта, остальное — карбид вольфрама.
I.6. Характеристики твердых металлокерамических сплавов
(по ГОСТ 3882–74)
Марка
Содержание основных компонентов в смеси порошка, %
, МПа,
не менее
Плотность,
г/см 3
HRA,
не менее
Карбид вольфрама
Карбид титана
Карбид тантала
Кобальт
Продолжение табл. I.6
Марка
Содержание основных компонентов в смеси порошка, %
, МПа,
не менее
Плотность,
г/см 3
HRA ,
не менее
Карбид вольфрама
Карбид титана
Карбид тантала
Кобальт
Дополнительные буквенные обозначения: М — мелкозернистая структура сплава в изделиях; ОМ — особо мелкозернистая структура сплава в изделиях; К — крупнозернистая структура сплава в изделиях, получаемая по специальной технологии; В — спекание сплава в атмосфере водорода.
Сравнение обозначений марок твердых сплавов по МС ИСО и ГОСТ приведено ниже.
МС ИСО ГОСТ 3882–74 МС ИСО ГОСТ 3882–74
Правила приемки твердосплавных изделий для обработки резанием должны соответствовать требованиям ГОСТ 20019–74.
Стойкость твердосплавного инструмента в 3–5 раз выше стойкости инструмента из быстрорежущих сталей (рис. I.2), что позволяет увеличить производительность обработки в 1,5–2,5 раза и более.
Удельный вес твердосплавного инструмента в общем объеме составляет свыше 30 %, а на передовых предприятиях для некоторых видов инструментов достигает 50–80 %.
Обобщенные рекомендации при применению твердых сплавов при обработке резанием приведены в табл. I.7.
Разработаны и проходят производственные испытания безвольфрамовые твердые сплавы; их составы и некоторые свойства приведены в табл. I.8 [51].
Институтом проблем материаловедения АН УССР разработаны карбидохромовые твердые сплавы, основной фазой которых является карбид хрома и связкой — никель: КХН10, КХН15, КХН20, КХН25, КХН30, КХН35, КХН40.
Цифры в маркировке указывают процентное содержание никеля, остальное — карбид хрома. Карбидохромовые твердые сплавы имеют плотность — 6,6–7,0 г/см 3 ; твердость HRA — 80–90 %; прочность при изгибе — 392–690 МПа, сжатии — 2750–3440 МПа; коэффициент линейного расширения, a · 10 -6 – 11,1 – 13,3.
Практически все безвольфрамовые (включая карбидохромовые) твердые сплавы, обладая достаточно высокой твердостью и теплостойкостью, отличаются высокой хрупкостью и по эксплуатационной надежности уступают вольфрамосодержащим сплавам. Применяются для чистового точения и растачивания цветных металлов, реже — для сталей в условиях жесткой системы СПИД.
Освоен выпуск твердосплавных пластин с покрытием. Материалом покрытия служит карбид титана или его нитрид, наносимые слоем толщиной 5–10 мкм на рабочие поверхности. Такой слой обладает высокой твердостью, большой прочностью на сжатие и адгезионной стойкостью. Это резко снижает интенсивность изнашивания инструментов (особенно в условиях преобладающего изнашивания передней поверхности) без изменения эксплуатационной прочности твердого сплава.
Стойкость таких инструментов, в частности резцов, увеличивается до 3–4 раз. При обработке легированных и труднообрабатываемых сталей применяется дополнительное покрытие нитридом (карбонитридом) титана.
Повышению прочностных характеристик твердого сплава способствует алмазное шлифование рабочих поверхностей пластин. По данным института сверхтвердых материалов АН УССР (ИСМ АНУССР), сопротивление изгибу и ударная вязкость при этом увеличиваются на 20–50 %.
В ИСМ АН УССР разработан также способ термической обработки твердых сплавов с целью повышения их прочностных характеристик (табл. I.9).
Какие свойства придают твердые сплавы режущему инструменту
Совсем недавно наибольшее применение при производстве режущего инструмента имели инструментальные стали, но сегодня на лидирующие позиции постепенно выходит твердосплавный сплав кобальта (Co) и карбида вольфрама (WC) марок ВК6 и ВК8. Эти марки имеют в своем составе оптимальное количество кобальта: 6% и 8% соответственно. Это делает режущий инструмент не слишком хрупким, как например, из сплава марок ВК3 и ВК4, и достаточно твердым. Благодаря этой особенности, режущий инструмент из сплава марок ВК6 и ВК8 можно использовать как для черновой, так и для чистовой обработки металлов.
Крупнозернистые сплавы вольфрамовой группы (в отличие от мелко- и сверх-мелкозернистых сплавов) отличаются хорошей износостойкостью, позволяющей обрабатывать одним инструментом большее число деталей на одну режущую кромку, а также повышенной производительностью. Долгий срок службы твердосплавного режущего инструмента позволяет сократить его расход, что вкупе с невысокой ценой конечных изделий делает инструмент экономически выгодным. Вышесказанным объясняется широкая область применения твердосплавного режущего инструмента в современной металлообработке.
Благодаря своим уникальным свойствам твердые сплавы являются практически незаменимыми при производстве режущего инструмента. Инструменты, изготовленные из материалов-аналогов, не дают настолько хороших показателей, как инструменты, изготовленные из твердых сплавов. Одним из основных недостатков таких сплавов является их высокая стоимость, но этот факт не влияет на популярность применения данных материалов в указанной области.
телефоны:
8 (800) 200-52-75
(495) 366-00-24
(495) 504-95-54
(495) 642-41-95
Твердые металлокерамические сплавы
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью и теплостойкостью. Инструменты, оснащенные твердым сплавом, хорошо сопротивляются истиранию сходящей стружкой и материалом заготовки и не теряют своих -режущих свойств при температуре нагрева до 750—1100* С.
Как выбрать нужную марку твердого сплава?
Таблица марок твердых сплавов
Таблица выбора марок твердых сплавов в зависимости от вида, условий обработки, характера и обрабатываемого материала.
Недостатком твердых сплавов
Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. Скорости резания инструментами, оснащенными твердыми сплавами, в 3—4 раза превосходят скорости резания инструментами из быстрорежущей стали. Твердосплавные инструменты пригодны для обработки закаленных сталей и таких неметаллических материалов, как стекло, фарфор и т. п.
Производство металлокерамических твердых сплавов относится к области порошковой металлургии. Порошки карбидов смешиваются с порошком кобальта. Из этой смеси прессуются изделия требуемой формы и затем подвергаются спеканию при температуре, близкой к температуре плавления кобальта. Таким путем изготовляются пластинки твердого сплава различных размеров и форм, которыми оснащаются резцы, фрезы, сверла, зенкеры, развертки и др.
Пластинки твердого сплава крепятся к державке или корпусу напайкой или механически при помощи винтов и прижимов. Наряду с этим в машиностроительной промышленности применяются мелкоразмерные, монолитные твердосплавные инструменты, состоящие из твердых сплавов. Они изготовляются из пластифицированных заготовок. В качестве пластификатора в порошок твердого сплава вводят парафин до 7—9%. Из пластифицированных сплавов прессуются простые по форме заготовки, которые легко обрабатываются обычным режущим,, инструментом. После механической обработки заготовки спекаются, а затем шлифуются и затачиваются.
Из пластифицированного сплава заготовки монолитных инструментов могут быть получены путем мундштучного прессования. В этом случае спрессованные твердосплавные брикеты помещаготся в специальный контейнер с твердосплавным профилированным мундштуком. При продавливании через отверстие мундштука изделие принимает требуемую форму и подвергается спеканию. По такой технологии изготовляются мелкие сверла, зенкеры, развертки и т. п.
Монолитный твердосплавный инструмент может также изготовляться из окончательно спеченных твердосплавных цилиндрических заготовок с последующим вышлифовыванием профиля алмазными кругами.
Группы сплавов
В зависимости от химического состава металлокерамические твердые сплавы, применяемые для производства режущего инструмента, разделяются на три основные группы.
Сплавы первой группы изготовляются на основе карбидов вольфрама и кобальта. Они носят название вольфрамо-кобальтовых. Это сплавы группы ВК.
Ко второй группе относятся сплавы, получаемые на основе карбидов вольфрама и титана и связующего металла кобальта. Это двухкарбидные титановольфрамокобальтовые сплавы группы ТК.
Третья группа сплавов состоит из карбидов вольфрама, титана, тантала и кобальта. Это трехкарбидпые титанотанталовольфрамокобальтовые сплавы группы ТТК.
К однокарбидиым сплавам группы ВК относятся сплавы: ВК2, ВКЗ, ВК4, ВК6, ВК8, ВК10, ВК15. Эти сплавы состоят из зерен карбида вольфрама, сцементированных кобальтом. В марке сплавов цифра показывает процентное содержание кобальта. Например, сплав ВК8 содержит в своем составе 92% карбида вольфрама и 8% кобальта.
Рассматриваемые сплавы применяются для обработки чугуна, цветных металлов и неметаллических материалов.
При выборе марки твердого сплава учитывают содержание кобальта, которое предопределяет его прочность. Из сплавов группы ВК сплавы ВК15, ВК10, ВК8 являются наиболее вязкими и прочными, хорошо противостоят ударам и вибрациям, а сплавы ВК2, ВК3 обладают наиболее высокой износостойкостью и твердостью при малой вязкости, слабо сопротивляются ударам и вибрациям. Сплав ВК8 применяется для черновой обработки при неравномерном сечении среза и прерывистом резании, а сплав ВК2 — для чистовой отделочной обработки при непрерывном резании с равномерным сечением среза. Для получистовых работ и черновой обработки с относительно равномерным сечением срезаемого слоя применяются сплавы ВК4, ВК6. Сплавы ВК10 и ВК15 находят применение при обработке резанием специальных труднообрабатываемых сталей.
Режущие свойства и качество твердосплавного инструмента определяются не только химическим составом сплава, но и его структурой, т. е. величиной зерна. С увеличением размера зерен карбида вольфрама прочность сплава возрастает, а износостойкость уменьшается и наоборот.
Описание зернистости
В зависимости от размеров зерен карбидной фазы сплавы могут быть мелкозернистые, у которых не менее 50% зерен карбидных фаз имеет размер порядка 1 мкм, среднезернистые — с величиной зерна 1—2 мкм к крупнозернистые, у которых размер зерен колеблется от 2 до 5 мкм.
Для обозначения мелкозернистой структуры в конце марки сплава ставится буква М, а для крупнозернистой структуры — буква В.
Твердосплавные пластинки одного и того же химического состава, в зависимости от технологии их изготовления, могут иметь различную структуру. Например, вольфрамокобальтовый сплав ВК6, состоящий из 94% карбида вольфрама и 6 % кобальта, изготовляется трех модификаций: со среднезернистой структурой — ВК6, с мелкозернистой структурой — ВК6М и крупнозернис¬той структурой — ВК6В.
Крупнозернистые сплавы, в частности сплав ВК8В, применяют при резании с ударами для черновой обработки жаропрочных и нержавеющих сталей с большими сечениями среза. Мелкозернистые сплавы, такие как сплав ВК6М, используют для чистовой обработки при тонких сечениях среза стальных, чугунных, пластмассовых и других деталей. Из пластифицированных заготовок мелкозернистых сплавов ВК6М, ВК10М, ВК15М получают цельные инструменты. Крупнозернистые сплавы ВК4В, ВК8В, более прочные, чем обычные сплавы, применяют при обработке труднообрабатываемых сталей и сплавов.
При обработке сталей инструментами, оснащенными вольфрамокобальтовыми сплавами, в особенности при повышенных скоростях резания, происходит быстрое образование лунки на передней поверхности, приводящее к выкрашиванию режущей кромки и сравнительно быстрому износу инструмента. Для обработки стальных заготовок применяют более износостойкие твердые сплавы группы ТК.
Сплавы группы ТК
Т30К4, Т15К6, Т14К8, Т5К10, Т5К12Б состоят из зерен твердого раствора карбида вольфрама в карбиде титана и избыточных зерен карбида вольфрама, сцементированных кобальтом. В марке сплава цифра после буквы К показывает процентное содержание кобальта, а после буквы Т — процентное содержание карбидов титана. Так, сплав Т30К4 содержит 4% кобальта, 30% карбидов титана и остальное — карбиды вольфрама. Буква В в конце марки обозначает, что сплав имеет крупнозернистую структуру. Сплавы Т5К12В и Т5К10 являются наиболее вязкими и прочными и наименее красностойкими. Поэтому сплав Т5К12В рекомендуется применять при работе с ударными нагрузками для обтачивания стальных поковок и отливок по корке, а сплав Т5К10— для чернового точения при неравномерном сечении среза и прерывистом резании.
Сплав Т30К4, содержащий большой процент карбидов титана, характеризуется высокой красностойкостью и износостойкостью, но является наименее прочным и вязким. Поэтому его применяют для чистового точения при непрерывном резании с малыми сечениями среза. Для обработки сталей наиболее применим сплав Т15К6, сочетающий достаточно высокую красностойкость и износостойкость с удовлетворительной прочностью.
Сплавы группы ТТК состоят из зерен твердого раствора карбида титана, карбида тантала, карбида вольфрама и избыточных зерен карбида вольфрама, сцементированных кобальтом.
К сплавам группы ТТК относятся ТТ7К12, ТТ10К8Б. Сплав ТТ7К12 содержит 12% кобальта, 3% карбида тантала, 4% карбида титана и 81% карбида вольфрама. Введение в состав сплава карбидов тантала значительно повышает его прочность, но снижает красностойкость. Сплав ТТ7К12 рекомендуется для тяжелых условий при обточке по корке и работе с ударами, а также для обработки специальных легированных сталей.
С целью экономии дефицитного вольфрама разрабатываются безвольфрамовые металлокерамические твердые сплавы на основе карбидов, а также карбидонитридов переходных металлов, в первую очередь, титана, ванадия, ниобия, тантала. Эти сплавы изготовляются на никелемолибденовой связке. Полученные твердые сплавы на основе карбидов. титана с содержанием 12—19% никеле-молибденовой связки по своим характеристикам примерно равноценны стандартным сплавам группы ТК.
Одним из путей повышения эксплуатационных характеристик стандартных твердых сплавов группы ВК является нанесение покрытий из карбида титана на режущую часть. В этом случае на неперетачиваемые пластины из твердых сплавов наносится слой покрытия толщиной 0,005—0,02 мм. В результате поверхностный слой получает высокую твердость и повышенную износостойкость, что приводит к значительному росту стойкости инструмента.
Проводятся работы по созданию и уточнению области целесообразного применения дисперсионно-твердых сплавов: В18М7К25, В18М3К25, В10М5К25. Эта сплавы занимают промежуточное положение между быстрорежущими сталями и металлокерамическими твердыми сплавами . Дисперсионно-твердеющие сплавы в зависимости от их марки содержат: W-10-19%, Со-25-26%, Мо- 3-7%, V-0,45-0,55%, Ti - 0,15-0,3%, С - до 0,06%, Mn -не более 0,23%, Si -не более 0,28%, остальное Fe.
В отличие от быстрорежущих сталей рассматриваемые сплавы имеют более высокую красностойкость (700—720* С) и твердость (HRC 68—69). Высокая твердость и теплостойкость обусловливают их повышенные режущие свойства.
Процесс производства режущего инструмента из твердых сплавов
Режущие инструменты из твердых сплавов изготавливаются методом порошковой металлургии. Суть этого метода заключается в формовании, прессовании и спекании металлических порошков или композиций из металлических порошков с неметаллическими. При производстве металлокерамических пластин для режущего инструмента используется порошковая смесь из микрочастиц карбидов твердых керамик и связующего металла.
В случае с производством режущего инструмента из однокарбидных сплавов вольфрамовой группы в состав смеси входит «рабочий» материал – карбид вольфрама, и так называемая «связка», в качестве которой, как правило, используют кобальт. Смесь сначала дозировано засыпают в пресс-формы (матрицы), затем спрессовывают под большим давлением (до 1000 Па) в плотный прочный «брикет» с геометрией и рельефом готового инструмента. Затем полуфабрикат отправляют в высокотемпературную печь, где спрессованная металлокерамическая смесь спекается в монолитное готовое изделие.
Металлорежущие инструменты
Металлорежущий инструмент классифицируется по конструктивным признакам и производственно-технологическим особенностям. По конструкции условно различают режущий инструмент двух типов: монолитный и со сменными режущими элементами. Монолитный инструмент целиком изготавливается из твердого сплава, быстрорежущей стали (HSS – high-speed steel), или в комбинированном варианте: с твердосплавными вставками в тело из инструментальной стали. Конструкция инструмента со сменными элементами характеризуется наличием двух механически соединяемых частей: тела и концевой режущей пластины из твердосплавного материала.
По производственно-технологическим особенностям металлорежущий инструмент различается количеством рабочих режущих поверхностей (кромок, граней), для изготовления которых, наряду с другими материалами, широко применяются твердые сплавы разных марок. Самым распространенным и наиболее известным металлорежущим инструментом с одной режущей кромкой на твердосплавной напайке или пластине является классический токарный резец. К инструментам с двумя и более режущими гранями относят все типы фрез, сверел и т.п.
Какие режущие инструменты производятся из твердых сплавов
Из твердых сплавов изготавливают режущий инструмент разной конструкции и функциональности, предназначенный для механической обработки металла и композитных материалов.
- токарные резцы (для резки, наружного и внутреннего точения, нарезания резьбы и т.д.);
- фрезы (торцевые, кукурузные, концевые, фасонные, грибковые, профильные и т.п.);
- сверла (центровочные, спиральные, ружейные, микросверла с диаметром менее 3 миллиметров и т.п.);
- пилы (ленточные, дисковые и т.д.);
- инструмент резьбонарезной (метчики, плашки, резьбонакатные ролики, резьбофрезы и др.);
- инструмент для обработки отверстий (зенкеры, зенковки, развертки и т.п.).

Рисунок 1. Сверла из твердых сплавов.
Рисунок 2. Сменные фрезы из твердых сплавов.
Материалы для изготовления режущего инструмента: металлокерамические твердые сплавы
Твёрдыми называют сплавы, созданные на основе тугоплавких и высокотвердых карбидов вольфрама, тантала, титана, соединенных кобальтом или другой металлической связкой. Такие сплавы являются металлокерамическими. Их выпускают в виде пластин для оснащения фрез, сверл, резцов и другого металлорежущего инструмента, измерительных приборов, деталей машин и пр.
Преимущества твердосплавного инструмента:
- износостойкость;
- твёрдость HRA 80–92 (HRCЭ 73–76);
- высокая теплостойкость – до 800–1000°С;
- скорость резания в 5-10 раз выше, чем быстрорежущего инструмента.
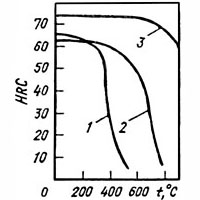
По своим эксплуатационным характеристикам твердосплавные инструменты превосходят изделия из углеродистых и быстрорежущих сталей. На рисунке показана зависимость твердости инструментальных материалов от температуры испытания.
Обозначения: 1 - углеродистая сталь, 2 - быстрорежущая сталь, 3 - твердый сплав.
Область применения металлокерамических твердых сплавов определяется их свойствами, которые зависят от состава и зернистости карбидной фазы (WC, TiC, TaC) и от её соотношения со связывающей фазой. Регулируя эти факторы, можно изменять свойства сплавов.
Краткое сравнение твердых сплавов с другими инструментальными материалами
В сравнении с другими инструментальными материалами твердые сплавы выигрывают по целому ряду характеристик. Если теплостойкость сплавов марок ВК6 и ВК8 находится в диапазоне 800-1000 °С, обеспечивая инструменту высокую скорость резания, то например, у быстрорежущей стали с умеренной теплостойкостью этот параметр не превышает 630 °С, с повышенной – 650 °С, а с высокой теплостойкостью – 730 °С.
По теплопроводности твердые сплавы (84 Вт/м·°С) уступают только алмазам (142 Вт/м·°С), и значительно превосходят по этому параметру углеродистую сталь (38 Вт/м·°С) и быстрорежущую сталь (25 Вт/м·°С), а как известно, чем выше теплопроводность, тем лучше охлаждается режущая кромка инструмента, тем он эффективнее работает и дольше служит.
По твердости сплавы марок ВК6 и ВК8 сопоставимы с минералокерамикой (у обоих материалов около 2000 кгс/мм), но превосходят максимальные значения этого параметра у быстрорежущих сталей (1400 кгс/мм), углеродистых сталей (800 кгс/мм), уступая только сверхтвердым материалам и алмазам, но зато не оставляют им шансов по пределу прочности на изгиб.
Популярные марки твердых сплавов и инструментальные материалы
- металлокерамика – твердосплавные вольфрамо-кобальтовые сплавы (марки ВК6, ВК8, ВК10 и др.), вольфрамо-титановые сплавы (марки Т5К10, T15K6, Т14К8 и др.), титано-тантало-вольфрамовые сплавы (марки ТТ7К12, ТТ20К9 и др.);
- минералокерамика (изготавливается на базе корунда – кристаллического минерала из оксида алюминия AL2O3 (распространенные марки: Р18, Р6М5, Р18К5Ф2))
- быстрорежущая сталь ГОСТ 19265–73 (отличается большим содержанием вольфрама (до 18%) и присутствием в составе целого ряда дополнительных компонентов, таких как хром (до 4,5%), молибден, кобальт, ванадий, углерод и т.д.);
- углеродистая инструментальная сталь ГОСТ 1435–74 (содержит 0,65 – 1,3% углерода, марки стали обозначаются буквой «У», например У7, У8, У9 и т.п.);
- легированная инструментальная сталь ГОСТ 5950–73 (содержит столько же углерода, как и углеродистая сталь, но в ее состав дополнительно вводятся легирующие добавки хрома, ванадия, вольфрама (распространенные марки: 9ХС, ХВГ, ХВ5))
- кубический нитрид бора (или боразон - от названий базовых компонентов химического состава: бор (44%) и азот (56%));
- алмаз поликристаллический (сверхтвердый композит из частиц природных или синтетических алмазов со связкой из тугоплавких металлов).
Как выбрать нужную марку твердого сплава.

Твердые сплавы из металлокерамики делятся на две группы:
В свою очередь эти две группы подразделяются на марки твердых сплавов. Они имеют свои отличительные особенности (свойства), которые определяют условия и области использования данной марки. Свойства каждой из марок твердых сплавов предусмотрены так, чтобы выпускаемая продукция могла обеспечивать производство в любой его отрасли.
Очень важно правильно выбрать марку твердого сплава для каждого вида проводимых работ. Этот фактор очень важен и является одним из основным, им нельзя пренебрегать, от него зависит скорость и качество выполненной работы.
При выборе марки сплава следует исходить из следующих основных условий:
Таблица физико-механических свойств твердых сплавов и его химический состав.
Сравнительные эксплуатационные свойства твердых сплавов.
Вольфрамовые марки твердых сплавов:
ВК2 – наиболее твердый, износоустойчивый и теплостойкий из всех сплавов вольфрамовой группы;
ВК3 – высокая износоустойчивость и твердость, но несколько ниже, чем у сплава ВК2;
ВК6 – меньшая износоустойчивость и твердость, чем у сплава ВК3, при большей эксплуатационной прочности;
ВК8 – высокая эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию, при меньшей износоустойчивости и твердости, чем у сплава ВК6;
ВК11 – наиболее прочный из всех указанных выше вольфрамовых твердых сплавов. Наиболее низкие твердость и износоустойчивость. Применяется при обработке специальных труднообрабатываемых материалов.
Титано-вольфрамовые марки твердых сплавов:
Т5К10 – наивысшая для титано-вольфрамовых сплавов эксплуатационная прочность. Менее тверд и износоустойчив, чем сплав марки Т14К8;
Т14К8 – Большая твердость, износоустойчивость и теплостойкость, чем у сплава Т5К10, при несколько меньшей эксплуатационной прочности;
Т15К6 – большая твердость, износоустойчивость и теплостойкость, чем у сплава Т14К8, при меньшей эксплуатационной прочности;
Т15К6Т – большая твердость, износоустойчивость, чем у сплава Т15К6, при незначительно пониженной эксплуатационной прочности;
Т30К4 – высокая твердость, износоустойчивость и теплостойкость, при значительно пониженной эксплуатационной прочности;
Т60Л6 – наиболее износоустойчивый и теплостойкий из всех сплавов титано-вольфрамовой группы, при наименьшей эксплуатационной прочности.
Ниже Вы можете ознакомится с таблицей рекомендаций по выбору марок твердых сплавов в зависимости от вида, характера и условий обработки, а также от обрабатываемого материала. Однако могут возникнуть случаи, в которых в силу специфичности операции, условий применения или обрабатываемого материала эта таблица окажется недостаточной.
Основные марки твердых сплавов, их состав и физико-механические свойства
Расскажем в деталях о твердых сплавах вышеперечисленных групп.
Однокарбидная группа
Таблица с марками вольфрамо-кобальтовых твердых сплавов; их состав и основные физико-механические свойства.
Виды твердых сплавов
Согласно ГОСТ 3882–74 на российских заводах производят три группы металлокерамических твёрдых сплавов:
- вольфрамовая (однокарбидная) – ВК;
- титановольфрамовая (двухкарбидная) – Т..К..;
- титанотанталовольфрамовая (трехкарбидная) – ТТ..К.
Сплавы вольфрамовой группы (WC—Со) обладают теплостойкостью до 800 °С, наибольшей прочностью, но меньшей твердостью, чем другие твердые сплавы. Их применяют при изготовлении режущего инструмента для обработки сталей, чугунов, цветных сплавов и неметаллических материалов. Для вольфрамовой группы сталей характерна повышенная стойкость к износу и сопротивляемость ударам, поэтому их широко применяют для производства горного инструмента, фильер, пуасонов, штампов, матриц и др.

Сплавы титановольфрамовой группы (WC—TiC—Co) обладают теплостойкостью до 900–1000 °С и более высокой твёрдостью. При температуре спекания карбид вольфрама растворяется в карбиде титана, образуя раствор (Ti, W)С, превышающий по твёрдости WC. Соотношение в шихте WC и TiC определяет структуру карбидной фазы. Так, в сплаве Т30К4 образуется одна карбидная фаза - раствор (Ti, W)С, который обеспечивает максимальную твёрдость сплава (HRA 92) и одновременно пониженную прочность. В других сплавах титановольфрамовой группы количество WC превышает растворимость в TiС, и карбиды вольфрама присутствуют в виде избыточных частиц. Основная сфера применения таких материалов – высокоскоростная обработка чугунов и сталей.
Группа титанотанталовольфрамовых сплавов (WC—TiC—TaC—Co) имеет структуру карбидной основы в виде твердого раствора (Ti, Та, W)С, и избыток WC. Для твердых сплавов этой группы характерна более высокая прочность и сопротивляемость выкрашиванию и вибрациям. Поэтому их используют при наиболее тяжелых условиях резания: при работе с труднообрабатываемыми сплавами и сталями, при черновой обработке стальных поковок и отливок.
В таблице приведены марки спеченных твердых сплавов, их характеристики и химический состав по ГОСТ 3882–74.
Марки твердых сплавов
Твердые сплавы различных марок — группа износостойких металлических материалов, сохраняющих свои свойства при температуре от 900 до 1150 °C. Основные компоненты таких сплавов — карбиды вольфрама, тантала и титана.
Эти карбиды отличаются хрупкостью. Поэтому для формирования твердых сплавов используют связующие металлы. Это кобальт, никель и молибден.

Фотография №1: твердосплавные заготовки
Читайте также: