
Термический отдых сварных соединений
Технологическая инструкция содержит основные требования и технологические рекомендации на послесварочную термообработку в части применения новых оптимальных, технически обоснованных режимов высокого отпуска сварных деталей, узлов, аппаратов и трубопроводов, работающих под давлением, из углеродистых, низколегированных и двухслойных сталей на их основе
929.25090.00323
Открытое акционерное общество
«ВОЛГОГРАДСКИЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ
ТЕХНОЛОГИИ ХИМИЧЕСКОГО И НЕФТЯНОГО АППАРАТОСТРОЕНИЯ»
(ОАО «ВНИИПТхимнефтеаппаратуры»)
СОГЛАСОВАНО
Зам. генерального директора
ОАО «ВНИИнефтемаш»
канд. техн. наук
___________ В.П. Ермолаев
«25» ___03________ 2003 г.
Зам. генерального директора
ОАО «ВНИИПТхимнефтеаппаратуры»
канд. техн. наук
______________ В.Л. Мирочник
«19» ___03____________ 2003 г.
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
на послесварочную термообработку - промежуточный и высокий
отпуск аппаратов из углеродистых, низколегированных,
теплоустойчивых и двухслойных сталей
на их основе
Зав. отделом № 30
канд. техн. наук
________ А.Н. Бочаров
Зав. лабораторией № 30л
канд. техн. наук
________ Н.М. Королев
Зав. отделом № 23
В.А. Бабкин
Зав. лабораторией № 55
ВИ. Курило
Руководитель разработки,
ведущий научный сотрудник
канд. техн. наук
В.А. Крошкин
Научный сотрудник
А.А. Павлов
Настоящая технологическая инструкция содержит основные требования и технологические рекомендации на послесварочную термообработку в части применения новых оптимальных, технически обоснованных режимов высокого отпуска сварных деталей, узлов, аппаратов и трубопроводов, работающих под давлением, из углеродистых, низколегированных и двухслойных сталей на их основе.
Технологическая инструкция не содержит рекомендаций, нарушающих требования Правил Госгортехнадзора РФ ПБ 03-384-00 , ОСТ 26-291-94 и РТМ 26-44-82 «Термическая обработка нефтехимической аппаратуры и ее элементов» с Изменением № 1.
Технологические рекомендации распространяются на проведение послесварочной объемной термообработки в газовых и электропечах, местной термообработки, термообработки при внепечном объемном нагреве негабаритных аппаратов, а также на термообработку при температуре отпуска ниже минимально установленной в настоящей технологической инструкции.
Ремонт аппаратов, находящихся в эксплуатации и выполняемый с применением сварки, может проводиться по технологическому процессу на послесварочную термообработку, разработанному в соответствии с рекомендациями настоящей технологической инструкции с учетом требований ОСТ 26-291-94 .
Применение в технологической инструкции новых технически обоснованных рекомендаций позволило оптимизировать режимы послесварочной термообработки вида промежуточного и высокого отпуска деталей, аппаратов и, за счет этого, снизить время, расход газа, электроэнергии на 25 - 30 %, уменьшить износ печи и затраты на ее ремонт.
Продолжительность процесса
Длительность термической обработки сварных соединений зависит от вида и толщины металла. Хромомолибденовые марки стали и ее сплавы с включением ванадия нагревают радиационным или индукционным способом. Длительность процесса определяют по таблице:
| Толщина, см | Радиационный, минуты | Индукционный, минуты |
|---|---|---|
| До 2.0 | 40 | 25 |
| 2.1 — 2.5 | 70 | 40 |
| 2.6 — 3.0 | 100 | 40 |
| 3.1 — 3.5 | 120 | 60 |
| 3.6 — 4.5 | 140 | 70 |
| 4.6 — 6.0 | 160 | 90 |
| 6.1 — 8.0 | 160 | 110 |
| 8.1 — 10 | 1600 | 140 |
Перед нагревом сварной шов очищают от шлака. Индукционным способом процедура выполняется быстрее, но расход электроэнергии больше.
Важно!
Длительность термической обработки сварных соединений зависит от вида и толщины металла.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Послесварочная термическая обработка узлов, аппаратов и трубопроводов должна производиться по технологическим процессам или производственным инструкциям, разработанным предприятием-изготовителем или монтажной организацией в соответствии с требованиями настоящей технологической инструкции.
1.2. Сварные соединения деталей, узлов и аппаратов из сталей перлитного класса и двухслойных сталей на их основе, выполненные дуговой и электрошлаковой сваркой, подвергают высоким отпускам, которые в зависимости от этапа проведения, а также температуры и продолжительности выдержки подразделяются на промежуточные и окончательные.
1.3. Для сварных соединений, подлежащим высоким отпускам, обязательным является проведение окончательного отпуска (одного или нескольких) вне зависимости от проведения промежуточных отпусков.
1.4. Промежуточные отпуска проводят в случаях, предусмотренных ПТД, после выполнения сварных соединений, которые в процессе дальнейшего изготовления аппаратов подлежат окончательному отпуску.
1.5. Рекомендуемые в настоящей технологической инструкции оптимальные режимы высокого отпуска - температура и продолжительность выдержки, установлены на основе экспериментальных исследований, выполненных в ОАО «ВНИИПТхимнефтеаппаратуры», по релаксации остаточных напряжений при нагреве в широком диапазоне температур углеродистых и низколегированных сталей и их сварных соединений, а также анализа опыта применения нормативных требований Правил ASME на послесварочную термообработку сварных сосудов и аппаратов, РД котлостроения и атомного машиностроения, материалов Международного Института Сварки.
Другие режимы высокого отпуска (температура печи при посадке в нее сварных узлов и аппаратов, скорость нагрева, условия охлаждения и др.) устанавливаются, как правило, технологическими производственными процессами, составленными с учетом требований настоящей технологической инструкции и РТМ 26-44-82 .
1.6. Послесварочная термообработка аппаратов из двухслойных сталей производится по режимам отпусков, рекомендуемых в настоящей технологической инструкции для марки стали основного слоя, если нет специальных требований в рабочем проекте на аппарат. За толщину сваренных деталей и узлов принимается номинальная толщина двухслойной стали. При этом следует, по возможности, избегать многократного нагрева.
1.7. При высоком отпуске сварных соединений деталей и узлов из теплоустойчивых хромомолибденовых сталей типа 12ХМ скорость нагрева в температурном интервале от 550 до 700 °C должна быть не менее 60 °C/ч.
1.8. Сварные соединения из разнородных сталей в сочетании между собой, углеродистые, кремнемарганцовистые, хромомолибденовые подлежат отпуску, если, согласно табл. 2.1 марка стали и толщина хотя бы одной детали входящей в сварное соединение определяет необходимость его проведения. Режим отпуска устанавливается по более легированной марке стали.
Особенности проведения
Термообработку выполняют поэтапно:
- нагревают только шов или вместе с участками возле него;
- поддерживают температуру в течение определенного времени;
- планомерно охлаждают до температуры окружающей среды.

В зависимости от решаемых задач термообработку после сварки выполняют при температуре от 600 до 1100⁰C. Разработано несколько методов обработки с разными графиками нагревания, временем выдерживания, охлаждения. Способ и оборудование выбирают в зависимости от марки металла, толщины и конфигурации деталей.
Термообработке должны подвергаться сварные швы трубопроводов большой протяженности, соединения на грузоподъемных механизмах, сосуды и емкости, работающие под давлением. Процедуру нельзя откладывать на срок больше трех суток. Для повышения стойкости к коррозии термообработку проводят сразу после завершения сварки.
Из достоинств отмечают:
- увеличение надежности и долговечности сварных соединений;
- возможность улучшения нужных параметров.
К недостаткам термообработки относят:
- Невозможность исправления брака при нарушении технологии термообработки. Соединение придется заново переваривать.
- Большую цену и габариты оборудования.
- Для выполнения термообработки нужен квалифицированный персонал.
- Повышенный расход энергоресурсов.
2. ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ОБЪЕМНОМУ ОТПУСКУ СВАРНЫХ УЗЛОВ И АППАРАТОВ
2.1. Объемный высокий отпуск сварных деталей, узлов и аппаратов производится в камерных и шахтных печах. В отдельных случаях, например, отпуск негабаритных аппаратов, производится посредством нагрева изнутри теплоносителем по режиму высокого отпуска.
2.2. Печные агрегаты, в которых аппараты проходят послесварочную термообработку, должны обеспечивать распределение температуры по рабочей части печи в пределах допуска на нее, указанного в режиме высокого отпуска.
При нагреве аппарата в пламенных печах недопустимо прямое попадание пламени на изделие. Температура в печи во время загрузки в нее узлов и аппаратов не должна превышать 350 °C.
2.3. При объемной термообработке - отпуске скорость нагрева узла, аппарата до 350 °C не регламентируется. Выше 350 °C любая скорость нагрева при толщине стенки до 30 мм, но не более 200 °C/ч. При большей толщине - скорость нагрева не более 150 °C/ч. Скорость охлаждения - до 300 °C с печью, затем на воздухе. При температуре окружающего воздуха выше 18 °C допускается охлаждение с температуры отпуска производить на воздухе.
2.4. Все печные агрегаты, в которых аппараты проходят послесварочную термообработку, должны обеспечивать необходимое распределение температуры по поду и высоте печи.
2.5. После ремонта печи, а также при замене нагревателей, производят регулировку ее с контрольной проверкой распределения температуры в нагревательной камере. На основании проверки устанавливается рабочая зона, в пределах которой нужно располагать узлы и аппараты при проведении высокого отпуска.
2.6. Объем контроля качества деталей, узлов и аппаратов, прошедших послесварочную термообработку, устанавливается ТУ на изделие.
2.8 Минимальная продолжительность выдержки, при проведении объемного высокого отпуска аппарата, устанавливается по сварным соединениям деталей, узлов наибольшей номинальной толщины (независимо от номинальной толщины деталей других сварных соединений).
2.9 Минимальную продолжительность выдержки при проведении высокого отпуска угловых, тавровьтх и нахлесточньих сварных соединений допускается устанавливать по расчетной высоте углового шва (по суммарной расчетной высоте двухстороннего углового шва), принимая указанную высоту за номинальную толщину сваренных деталей.
2.10. Максимальная продолжительность выдержки при проведении высокого отпуска сварных узлов, аппаратов и трубопроводов из углеродистых и низколегированных сталей не должна превышать рекомендуемую продолжительность выдержки более чем на один час.
2.11. При проведении высокого отпуска сварных деталей, узлов, аппаратов из теплоустойчивых хромомолибденовых сталей, максимальная продолжительность выдержки может превышать рекомендованную в таблице 2.1 более чем на один час, если это необходимо для обеспечения установленной твердости металла шва, в случае применения хромомолибденованадиевых сварочных материалов, согласно ОСТ 26-291-94 .
Таблица 2.1 - Рекомендуемые режимы высокого отпуска при объемной и местной термообработке сварных деталей, узлов и аппаратов.
НПП «ЭЛСИТ»
При сборке различных металлоконструкций применяют два основных способа соединения деталей – разборные конструкции и скрепленные между собой. Последний тип соединения комплектующих в основном выполняется при помощи их сваривания. При этом в местах сварных швов возникают напряжения металла, которые негативно влияют на качество соединений и в целом на сваренную металлоконструкцию.
В связи с этим в местах сварочных швов понижается расчетная прочность, они в большей степени подвержены коррозии.
Для устранения этих недостатков применяются некоторые способы, при помощи которых сварные соединения приобретают необходимые технологические и конструктивные свойства - термообработка сварных швов.
Виды термической обработки
Способ термообработки сварного шва выбирают в зависимости от поставленной цели:
Температуру контролируют по изменению цвета меток, нанесенных на поверхность деталей термокарандашом или термокраской. Однако точность измерения этим способом невысока, поэтому чаще пользуются пирометрами и тепловизорами. Они могут быть ручными или встроенными в системы автоматического поддержания температуры на заданном уровне.
Если к качеству сварных соединений предъявляются высокие требования, выполнение термообработки обязательно. После ее проведения на швах не появятся трещины, разломы, коррозия. При использовании современного оборудования термообработка не займет много времени.
Преимущества ![]()

- Термообработка сварных швов помогает добавить деталям новые свойства, которые сделают их более пригодными для эксплуатации в заданных условиях;
- Процедура помогает обеспечить защиту от некоторых негативных моментов, которые возникают при сварке;
- Прогревание обеспечивает снятие внутренних напряжений, если процедура проходит по всем правилам.
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Виды термической обработки
Термообработка (отжиг) сварных соединений выполняется несколькими способами, которые применяются в зависимости от условий проведения сварочных работ и марки свариваемого металла. Производят нагрев как самого сварочного шва (местный нагрев) так и всей сваренной конструкции.
Для проведения термообработки металла применяют – газопламенные установки, муфельные печи, гибкие нагревательные сопротивления. Наиболее часто для термической нормализации сварных швов используют индукционные нагреватели.
В зависимости от типа тепловой обработки сваренных деталей применяют следующие виды их термообработки:
Предварительный нагрев.
Применяется как перед началом сварочных работ, так и непосредственно при сваривании изделий. Этот вид термообработки применяется для сварки труб из низкоуглеродистой стали, соединения которых прогревают до температуры 150–200 °C, что препятствует их быстрому остыванию.
Термический отдых.
Сваренное соединение деталей нагревают до температуры 250–300 °C и производят их выдержку при этой температуре в течение определенного времени. При этом в сварочном шве уменьшается количество диффузионного водорода, и снижаются внутренние напряжения.
Высокий отпуск.
Этот способ предусматривает нагрев сваренных конструкций до температуры 650–750 °C, в зависимости от свариваемых металлов, выдержкой их в этих условиях в течение 5 часов, с последующим медленным охлаждением. При таких условиях происходит снижение внутренних напряжений в сварных швах на 80–90%. Применяется для сталей, содержащих средний процент углерода.
Нормализация.
Применяется для высокоуглеродистых легированных сталей. Сварные швы нагревают до 950-1050 градусов, производят выдержку при этой температуре в течение нескольких минут и дают остыть деталям на открытом воздухе.
Для термообработки сварных швов также применяют аустенизацию, нормализацию с отпуском и стабилизирующий отжиг.
Все эти виды тепловой обработки сварных швов и соединений применяются исходя из физико-химических свойств металлов.
Термообработка сварных соединений

12300 + Оглавление
Практически любое воздействие на металл оказывает определенную долю влияния на его свойства. Все зависит от характера воздействия и от его интенсивности. Некоторые виды проходят практически не заметно, но другие же могут сильно менять свойства деталей. К таким воздействиям относится термическая обработка сварных соединений. Данная процедура может применяться для улучшения свойств свариваемости материала. Как правило, сюда входит три основных этапа:
- Термическая подготовка;
- Непосредственная обработка высокой температурой;
- Обработка готовой детали.
Все это требуется для того, чтобы не было резких перепадов температуры. Это может привести к деформации детали или вызывает осложнения в обработке. Это же касается и прогрева после завершения процедуры, так как не всегда можно давать остывать обработанному металлу самостоятельно. Тепловой режим подбирается по характеристикам свариваемых материалов. Прогревание должно проводиться равномерно, так как в ином случае снова возникает вероятность деформации и неправильной обработки. Если будут совершены ошибки, то возникают проблемы с последующим переносом высокой температуры, крепости изделия и прочими свойствами. Термообработка сварных соединений проводится по ОСТ 36-50-86.

Термообработка сварных швов и соединений
Термообработка сварных швов
При сварке структура металла шва и прилегающей зоны под действием высокой температуры изменяется. Это может привести к преждевременному разрушению деталей. Для устранения негативных последствий сильного нагрева после наложения швов выполняют термообработку сварных соединений.
Виды Термической обработки (термообработки) сварных швов
Термообработка (Термической обработкой) называется совокупность операций нагрева метала, выдержки и охлаждения твердых металлических сплавов с целью получения заданных свойств за счет изменения внутреннего строения и структуры. Термическая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств детали.

Термическая обработка сварных соединений состоит из нагрева их с определенной скоростью до нужной температуры, выдержки при этой температуре и охлаждения также с определенной скоростью. Различают следующие виды термической обработки: термический отдых; высокий отпуск; нормализация; аустенизация; стабилизирующий отжиг; улучшение, заключающееся в нормализации с последующим высоким отпуском.
Наиболее часто в строительстве применяют высокий отпуск для углеродистых и легированных сталей с целью снижения сварочных напряжений и улучшения структуры. При этом обязательна небольшая скорость охлаждения после выдержки (300—400°С/ч) в интервале от температуры выдержки до 300 °С, после чего охлаждение на спокойном воздухе. Значительно реже применяют другие виды термообработки.
Нормализацию применяют главным образом для сварных соединений труб из легированной стали диаметром до 100 мм и небольшой толщины. Она заключается в нагреве при более высокой температуре, чем при высоком отпуске (для низколегированных сталей до 900—950 °С), выдерживании несколько минут и охлаждении в условиях утепления и предупреждения от сквозняков.
Термический отдых применяют для сварных соединений из низколегированной стали, имеющую склонность к образованию трещин вследствие выделения растворенного водорода, диффундирующего из шва в зону термического влияния. Нагрев производят до 250—300 °С и выдерживают несколько часов.
Аустенизацию применяют для получения в сварных соединениях из хромоиикелевых нержавеющих сталей однородной структуры аустенита, улучшения механических свойств (пластичности) и снижения сварочных остаточных напряжений на 70—80 %.
Стабилизирующий отжиг применяют для тех же сталей с целью снижения сварочных напряжений на 70—80%, обеспечения стабильной структуры и предупреждения появления коррозионных трещин. Улучшение относится к полной термической обработке и производится в стационарных термических печах. Оно снижает остаточные сварочные напряжения и полностью восстанавливает структуру и свойства металла, изменившиеся от сварки.
Для термической обработки применяют несколько способов нагрева:
в стационарных термических печах;
радиационный (электросопротивлением и газопламенный), индукционный; термохимический смешанный (электросопротивлением и индукционный токами промышленной частоты).

Аппаратура и технология термической обработки
Для проведения эффективной термообработки сварных соединений промышленностью и строительными ведомствами изготовляется широкий ассортимент оборудования, в комплект которого входят нагревательное устройство, источники питания и посты (пульты) управления и контроля за технологией термообработки.
Нагревательные устройства, их конструкция и технология использования должны соответствовать методам нагрева.
В строительно-монтажных организациях применяют нагревательные устройства для местной термической обработки сварных соединений, к которым относятся гибкие электронагреватели сопротивления ГЭН

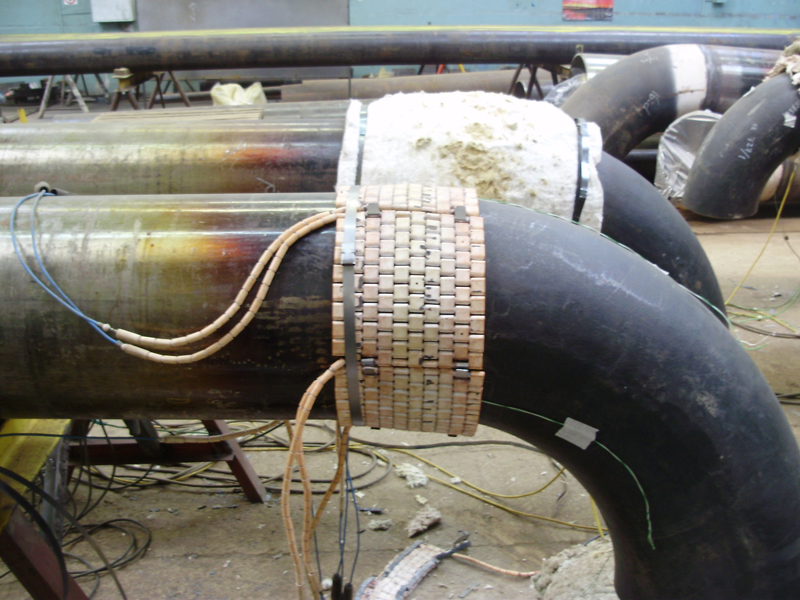
Электронагреватели ГЭН состоят из набора пальцевых нагревателей, заизолированных керамическими втулками, внутри которых проходят плоские спирали из нихромовой проволоки. Подогреватель состоит из большого количества таких пальцев, гирлянда которых шириной до 160 мм достаточно гибкая для обхвата труб и корпусов конструкций диаметром от 0,1 до 5—6 м.
Большая удельная мощность ГЭН, возможность использования для нагрева спирали обычных сварочных трансформаторов и преобразователей, а также простота обслуживания и ремонта и другие качества обеспечили широкое применение этих нагревателей.
Комбинированные электронагреватели КЭН состоят из гирлянды керамических изоляторов, внутри которых проходит пучок нихромовых проволок. Как видно из 15.12,6, эта гирлянда, питаемая от одного источника (мощного сварочного трансформатора), подогревает сварное соединение за счет электронагрева нихромовой проволоки, а также наведения индукционных токов нагрева, что обеспечивает общую температуру подогрева до 1000 °С. КЭН применяют при строительстве тепловых электростанций для термической обработки стыков труб диаметром до 1620 мм.

Индукционные электроподогреватели представляют собой индукторы-соленоиды, выполненные из медной трубки или проволоки. Используют индукторы с воздушным и водяным охлаждением . При воздушном охлаждении медный неизолированный провод сечением 120—240 мм2 (при частоте 50 Гц) наматывают в один слой с зазором 15—20 мм на изделие, предварительно обмотанное теплоизоляцией. Применяют конструкцию из охлаждаемой водой латунной или медной гибкой гофрированной трубки, по наружной поверхности которой навит многожильный медный кабель, покрытый сверху гибкой асбестовой изоляцией.
Газопламенные нагреватели представляют собой горелки (многопламенные, кольцевые, трубчатые с факельным устройством и др.), в которых в качестве горючего используются ацетилен, пропан, природный газ с добавлением кислорода или воздуха.
Для полной термообработки шаровых резервуаров и других корпусных конструкций используют специальные теплогенераторные установки с мощными факельными горелками, термообрабатывающими всю конструкцию.
Для термохимического нагрева применяют устройства, изготовленные из экзотермических смесей, в виде гибкого шнура, охватывающего стык с двух сторон, или в виде пакетов и ковриков, закрепляемых на стыке металлическими полосами. При сгорании они обеспечивают нагрев до высокого отпуска (800°С).

Источниками питания электрических нагревателей служат в основном сварочные трансформаторы, мощность которых подбирается в зависимости от величины изделия. При необходимости используют сдвоенные трансформаторы для параллельного питания нагревателей. Для индукционного нагрева кроме токов промышленной частоты, на которых работают сварочные трансформаторы, используются высокочастотные токи от машинных преобразователей повышенной частоты на 2450, 2960 и 8000 Гц и от тиристорных преобразователей на 2400 Гц.
Для термической обработки сварных соединений труб и корпусов различных аппаратов, газгольдеров и емкостей с помощью перечисленных нагревателей и источников питания комплектуются установки (посты), имеющие ручное управление процессом, ручное дистанционное управление и программное управление-Установки с дистанционным и программным управлением могут обслуживать одновременно термообработку нескольких сварных соединений. Посты для газопламенной термообработки комплектуются горелками, коллекторами для газовых баллонов или емкостями с горючим.

Рабочие-термисты, обслуживающие установки для термообработки, должны пройти обучение и получить удостоверение на право производства работ по термообработке сварных соединений на имеющемся оборудовании. Работающие с электроподогревателями сопротивления или индукционными аппаратами должны иметь группу по электробезопасности не ниже II, а электромонтажники, монтирующие эти аппараты, и руководители работ — группу не ниже III.
Технологическая инструкция на послесварочную термообработку - промежуточный и высокий отпуск аппаратов из углеродистых, низколегированных, теплоустойчивых и двухслойных сталей на их основе
Технологическая инструкция содержит основные требования и технологические рекомендации на послесварочную термообработку в части применения новых оптимальных, технически обоснованных режимов высокого отпуска сварных деталей, узлов, аппаратов и трубопроводов, работающих под давлением, из углеродистых, низколегированных и двухслойных сталей на их основе
929.25090.00323
Открытое акционерное общество
«ВОЛГОГРАДСКИЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ
ТЕХНОЛОГИИ ХИМИЧЕСКОГО И НЕФТЯНОГО АППАРАТОСТРОЕНИЯ»
(ОАО «ВНИИПТхимнефтеаппаратуры»)
СОГЛАСОВАНО
Зам. генерального директора
ОАО «ВНИИнефтемаш»
канд. техн. наук
___________ В.П. Ермолаев
«25» ___03________ 2003 г.
Зам. генерального директора
ОАО «ВНИИПТхимнефтеаппаратуры»
канд. техн. наук
______________ В.Л. Мирочник
«19» ___03____________ 2003 г.
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
на послесварочную термообработку - промежуточный и высокий
отпуск аппаратов из углеродистых, низколегированных,
теплоустойчивых и двухслойных сталей
на их основе
Зав. отделом № 30
канд. техн. наук
________ А.Н. Бочаров
Зав. лабораторией № 30л
канд. техн. наук
________ Н.М. Королев
Зав. отделом № 23
В.А. Бабкин
Зав. лабораторией № 55
ВИ. Курило
Руководитель разработки,
ведущий научный сотрудник
канд. техн. наук
В.А. Крошкин
Научный сотрудник
А.А. Павлов
Настоящая технологическая инструкция содержит основные требования и технологические рекомендации на послесварочную термообработку в части применения новых оптимальных, технически обоснованных режимов высокого отпуска сварных деталей, узлов, аппаратов и трубопроводов, работающих под давлением, из углеродистых, низколегированных и двухслойных сталей на их основе.
Технологическая инструкция не содержит рекомендаций, нарушающих требования Правил Госгортехнадзора РФ ПБ 03-384-00 , ОСТ 26-291-94 и РТМ 26-44-82 «Термическая обработка нефтехимической аппаратуры и ее элементов» с Изменением № 1.
Технологические рекомендации распространяются на проведение послесварочной объемной термообработки в газовых и электропечах, местной термообработки, термообработки при внепечном объемном нагреве негабаритных аппаратов, а также на термообработку при температуре отпуска ниже минимально установленной в настоящей технологической инструкции.
Ремонт аппаратов, находящихся в эксплуатации и выполняемый с применением сварки, может проводиться по технологическому процессу на послесварочную термообработку, разработанному в соответствии с рекомендациями настоящей технологической инструкции с учетом требований ОСТ 26-291-94 .
Применение в технологической инструкции новых технически обоснованных рекомендаций позволило оптимизировать режимы послесварочной термообработки вида промежуточного и высокого отпуска деталей, аппаратов и, за счет этого, снизить время, расход газа, электроэнергии на 25 - 30 %, уменьшить износ печи и затраты на ее ремонт.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Послесварочная термическая обработка узлов, аппаратов и трубопроводов должна производиться по технологическим процессам или производственным инструкциям, разработанным предприятием-изготовителем или монтажной организацией в соответствии с требованиями настоящей технологической инструкции.
1.2. Сварные соединения деталей, узлов и аппаратов из сталей перлитного класса и двухслойных сталей на их основе, выполненные дуговой и электрошлаковой сваркой, подвергают высоким отпускам, которые в зависимости от этапа проведения, а также температуры и продолжительности выдержки подразделяются на промежуточные и окончательные.
1.3. Для сварных соединений, подлежащим высоким отпускам, обязательным является проведение окончательного отпуска (одного или нескольких) вне зависимости от проведения промежуточных отпусков.
1.4. Промежуточные отпуска проводят в случаях, предусмотренных ПТД, после выполнения сварных соединений, которые в процессе дальнейшего изготовления аппаратов подлежат окончательному отпуску.
1.5. Рекомендуемые в настоящей технологической инструкции оптимальные режимы высокого отпуска - температура и продолжительность выдержки, установлены на основе экспериментальных исследований, выполненных в ОАО «ВНИИПТхимнефтеаппаратуры», по релаксации остаточных напряжений при нагреве в широком диапазоне температур углеродистых и низколегированных сталей и их сварных соединений, а также анализа опыта применения нормативных требований Правил ASME на послесварочную термообработку сварных сосудов и аппаратов, РД котлостроения и атомного машиностроения, материалов Международного Института Сварки.
Другие режимы высокого отпуска (температура печи при посадке в нее сварных узлов и аппаратов, скорость нагрева, условия охлаждения и др.) устанавливаются, как правило, технологическими производственными процессами, составленными с учетом требований настоящей технологической инструкции и РТМ 26-44-82 .
1.6. Послесварочная термообработка аппаратов из двухслойных сталей производится по режимам отпусков, рекомендуемых в настоящей технологической инструкции для марки стали основного слоя, если нет специальных требований в рабочем проекте на аппарат. За толщину сваренных деталей и узлов принимается номинальная толщина двухслойной стали. При этом следует, по возможности, избегать многократного нагрева.
1.7. При высоком отпуске сварных соединений деталей и узлов из теплоустойчивых хромомолибденовых сталей типа 12ХМ скорость нагрева в температурном интервале от 550 до 700 °C должна быть не менее 60 °C/ч.
1.8. Сварные соединения из разнородных сталей в сочетании между собой, углеродистые, кремнемарганцовистые, хромомолибденовые подлежат отпуску, если, согласно табл. 2.1 марка стали и толщина хотя бы одной детали входящей в сварное соединение определяет необходимость его проведения. Режим отпуска устанавливается по более легированной марке стали.
Типы обработки сварных швов и соединений
На практике для обработки сварных соединений используют несколько приемов, которые выполняются как при проведении сварочных работ, так и по их завершении. Все эти способы применяют для защиты сварных швов, но применяют их в разных условиях.
Механическая обработка. Используют этот прием для удаления шлаковых отложений и контроля качества выполнения сварочных работ. Остатки шлака способствуют развитию коррозии соединений.
Обработка защитными составами. Этот способ применяют после выполнения сварочных операций. Соединения обрабатывают грунтовочными красками, которые защищают швы от коррозии.
Термическая обработка. Применяется для разгрузки сварочных швов от остаточных напряжений металла. Этот метод обработки наиболее распространенный, так как позволяет обработать любые сварочные соединения. Его можно проводить как во время сварочных работ, так и после их окончания.
Задачи и виды термообработки сварочных швов
При проведении сварочных работ, в соединениях сопрягаемых металлов под влиянием высоких температур происходят различные химические изменения структуры металла. При этом возникают напряжения различного рода.
Главная причина возникновения напряжений и изменение структуры в зоне проваренного шва – это разница температур, в местах сварки металла, имеет жидкое состояние, а сама деталь, менее нагретая, имеет кристаллическое строение. Вследствие этого, в соединениях возникают напряжения, которые отрицательно влияют на его прочность. При резком охлаждении происходит закаливание сварочного шва, особенно часто это наблюдается при сварке легированных сталей, в связи с этим в местах сварочных сопряжений образуются трещины.
Дополнительная термическая обработка сварных швов до определенной температуры и установленной скорости нагрева, приводит к нормализации сваренных металлов, и снимает внутренние напряжения, образуемые при их сварке.
2. ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ОБЪЕМНОМУ ОТПУСКУ СВАРНЫХ УЗЛОВ И АППАРАТОВ
2.1. Объемный высокий отпуск сварных деталей, узлов и аппаратов производится в камерных и шахтных печах. В отдельных случаях, например, отпуск негабаритных аппаратов, производится посредством нагрева изнутри теплоносителем по режиму высокого отпуска.
2.2. Печные агрегаты, в которых аппараты проходят послесварочную термообработку, должны обеспечивать распределение температуры по рабочей части печи в пределах допуска на нее, указанного в режиме высокого отпуска.
При нагреве аппарата в пламенных печах недопустимо прямое попадание пламени на изделие. Температура в печи во время загрузки в нее узлов и аппаратов не должна превышать 350 °C.
2.3. При объемной термообработке - отпуске скорость нагрева узла, аппарата до 350 °C не регламентируется. Выше 350 °C любая скорость нагрева при толщине стенки до 30 мм, но не более 200 °C/ч. При большей толщине - скорость нагрева не более 150 °C/ч. Скорость охлаждения - до 300 °C с печью, затем на воздухе. При температуре окружающего воздуха выше 18 °C допускается охлаждение с температуры отпуска производить на воздухе.
2.4. Все печные агрегаты, в которых аппараты проходят послесварочную термообработку, должны обеспечивать необходимое распределение температуры по поду и высоте печи.
2.5. После ремонта печи, а также при замене нагревателей, производят регулировку ее с контрольной проверкой распределения температуры в нагревательной камере. На основании проверки устанавливается рабочая зона, в пределах которой нужно располагать узлы и аппараты при проведении высокого отпуска.
2.6. Объем контроля качества деталей, узлов и аппаратов, прошедших послесварочную термообработку, устанавливается ТУ на изделие.
2.8 Минимальная продолжительность выдержки, при проведении объемного высокого отпуска аппарата, устанавливается по сварным соединениям деталей, узлов наибольшей номинальной толщины (независимо от номинальной толщины деталей других сварных соединений).
2.9 Минимальную продолжительность выдержки при проведении высокого отпуска угловых, тавровьтх и нахлесточньих сварных соединений допускается устанавливать по расчетной высоте углового шва (по суммарной расчетной высоте двухстороннего углового шва), принимая указанную высоту за номинальную толщину сваренных деталей.
2.10. Максимальная продолжительность выдержки при проведении высокого отпуска сварных узлов, аппаратов и трубопроводов из углеродистых и низколегированных сталей не должна превышать рекомендуемую продолжительность выдержки более чем на один час.
2.11. При проведении высокого отпуска сварных деталей, узлов, аппаратов из теплоустойчивых хромомолибденовых сталей, максимальная продолжительность выдержки может превышать рекомендованную в таблице 2.1 более чем на один час, если это необходимо для обеспечения установленной твердости металла шва, в случае применения хромомолибденованадиевых сварочных материалов, согласно ОСТ 26-291-94 .
Таблица 2.1 - Рекомендуемые режимы высокого отпуска при объемной и местной термообработке сварных деталей, узлов и аппаратов.
Недостатки ![]()
- Зачастую термообработка сварных соединений – это необратимый процесс, так что не стоит при нем допускать ошибки;
- Для проведения операций нужно специальное оборудование;
- Высокие требования к точности режимов проведения процедур;
- Для каждого индивидуального случая нужно подбирать свои параметры обработки.
Виды термообработки ![]()
Выделяется несколько основных способов, которые пригодны для обработки сварных швов. Среди них:
- Предварительный подогрев. Это один из самых распространенных способов. Он применяется чаще всего для низколегированных и низкоуглеродистых сталей, которые относятся к перлитному классу. Подогрев осуществляется постепенно до температуры около 200 градусов Цельсия. Особенно актуально это при низкой температуре окружающей среды. Прогревание делается для предотвращения появления трещин. После окончания процедуры температура также постепенно опускается.

Предварительный подогрев сварных швов
- Высокий отпуск. Во время данной разновидности обработке соединение металла прогревают до температуры ниже 30 градусов Цельсия, от достижения критической точки Ас1. Воздействие продолжается от 1 до 5 часов. После этого его медленно охлаждают. Сварочные напряжения спадают до 90%. Зона сваривания претерпевает различные структурные изменения. В низколегированной стали пропадает закалочная структура. Металл обретает большую пластичность и снижаются его свойства твердости. Чаще всего применяется для сталей перлитного класса.
- Нормализация. Его используют для тех сварочных соединений, которые выполнены при помощи большой погонной энергии. Как правило, в это время структура металла становится крупнозернистой и у нее сильно снижаются механические свойства, чего не стоит допускать. Соединение металла прогревают до температуры ниже 30 градусов Цельсия, чтобы не достичь критической точки Ас1. В отличие от высокого отпуска в таком состоянии деталь держат недолгое время и после этого дают остыть при обыкновенной температуре. Чаще всего нормализация применяется для тонкостенных труб с малым диаметром из низколегированной стали. Они часто имеют пониженную пластичность и крупнозернистую структуру.
- Термический отдых. Детали нагревают до температуры в 300 градусов Цельсия. В таком состоянии ее придерживают около 3 часов. Благодаря этому снижается содержание водорода в составе шва. Это помогает снизить уровень сварных напряжений. Чаще всего отдых применяется для конструкций, сделанных из толстостенного металла, так как для них сложнее сделать высокий отпуск. Этот вид обработки еще называют дегазацией. Процедура активно применяется во время ремонта соединений трубопроводов и других предметов, контактирующих со средами с высокой коррозионной опасностью.
- Аустенизация. Во время данного процесса соединение нагревается, примерно, до температуры 1100 градусов Цельсия и выдерживается на протяжении 1,5 часов. Охлаждение происходит на воздухе. В это время внутри материала распадается феррит. Благодаря такому процессу, механические свойства стали обеспечивают снижение уровня напряжений. Данная процедура рассчитана на материалы из высоколегированной стали.
- Стабилизирующий отжиг. Процедура применяется для аустенитных сталей, содержание легирующих элементов в которых находится на высоком уровне. В это время соединение прогревается до температуры в 860 градусов Цельсия. В таком состоянии оно выдерживается до 3 часов. В итоге получается снять около 80% сварных напряжений. Структура материала становится более стабильной. Снижается риск возникновения межкристаллической коррозии.
- Нормализация с отпуском. Это может быть восстановительная или полная термообработка. Она предназначена для изменения структуры, а соответственно и свойств, соединений различных металлов. Такая комбинация процедур предназначается для сталей, у которых повышенная устойчивость к температурному воздействию. Это помогает продлить им срок эксплуатации, особенно в сложных условиях. После проведения обработки структура металла становится более равномерной. Когда деталь охлаждается, то аустенит превращается в феррит. После отпуска повышается пластичность и прочность соединений.
Вывод
Температура металла шва при сварке повышается до таких пределов, которые могут вызвать дефекты сварных швов, а также изменить структуру в худшую сторону. В то же время, требования к сварочным швам являются достаточно высокими в ответственных конструкциях, что часто требует дополнительной обработки. Механические испытания соединений показывают, что после правильной термической обработки свойства их значительно повышаются. В особенности это видно на трубопроводах, которые обладают тонкими стенками, но должны иметь высокий уровень герметичности и часто работают под большим давлением. Замер твердости сварного соединения после обработки показывает, насколько хорошо прошла процедура.

Термическая обработка сварных швов и соединений
Таким образом, при правильном подборе, термическая обработка станет отличным дополнением во время сварки и после нее. Для ее проведения необходимо специальное оборудование, но результаты, которые получаются в итоге, вполне оправдывают их применение. Термообработка сварных соединений технологических трубопроводов является обязательной, так как того требует технология производства. Многие детали не допускаются в эксплуатацию без проведения подобных процедур.
Для чего нужна термообработка
При сварке в зоне нагрева происходят негативные изменения кристаллической решетки и свойств металла:
- Из-за перегрева в месте горения дуги структура становится крупнозернистой, что приводит к снижению пластичности. Процесс сопровождается выгоранием марганца и кремния, что также способствует преобразованию структуры. После остывания шов становится жестким, склонным к образованию трещин при изменении нагрузки во время эксплуатации. Например, к сварным соединениям технологических трубопроводов прилагаются дополнительные воздействия, возникающие при температурном расширении/сжатии.
- В зоне возле сварного соединения металл нагревается до температуры достаточной для закалки. Поэтому происходит снижение пластичности и стойкости к ударным нагрузкам.
- На более удаленных участках с умеренным нагревом происходит разупрочнение металла, но пластичность остается на прежнем уровне.
- Из-за неравномерности нагрева происходит образование внутренних напряжений, приводящих к деформации деталей с образованием трещин.
После проведения термообработки сварных швов и прилегающих участков восстанавливается структура и характеристики металла по прочности, пластичности, коррозионной стойкости. Термическую обработку сварных соединений для снятия напряжений в обязательном порядке выполняют при монтаже объемных конструкций из тонкостенного металла.
Термообработка защищает сварной шов от коррозии и улучшает механические свойства.
Читайте также: